'
交直流方波焊机 WSE-160(PNE30-160ADP)
PNE30-160ADP(配置)
PNE30-160ADP电源
WP-17氩弧焊机
200A地线夹
快速插头2只
主要特点:
l IGBT逆变技术;
l 微电脑控制技术;
l 具有焊接参数自动存储功能;
l 交流方波TIG焊接有五种操作方式可选择;
l 面板参数采用坐标式触摸键选择,单旋钮调节;
l 直流TIG、直流脉冲TIG焊接分别有八种操作方式可选择;
l 集交流方波、直流脉冲、直流氩弧 、直流氩弧点焊及直流手工焊等功能于一体;
l 主要应用于航空、航天、空分设备、散热器、自行车、铝制管道、铝制压力容器、铝合金家具等行业的铝、镁及其合金的焊接;
l 负载持续率100%。
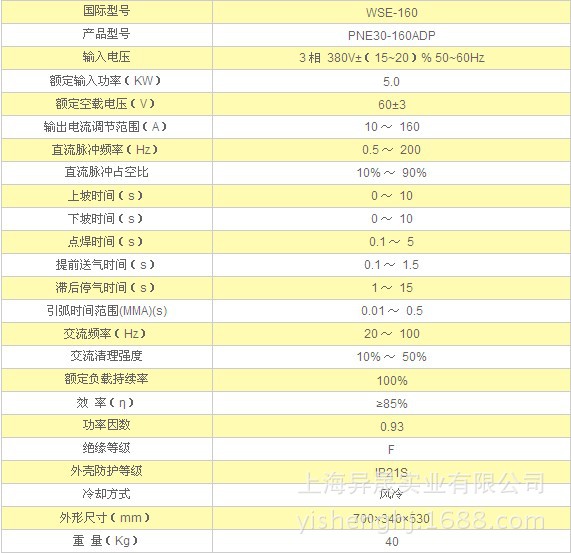
技术参数

时代交直流方波氩弧焊机系列
产品型号:
WSE-160(PNE30-160ADP)
WSE-250(PNE30-250ADP)
WSE-315(PNE30-315ADP)
WSE-315(PNE31-315ADP)
WSE-315(PNE32-315ADP)
WSE-500(PNE30-500ADP)
WSE-500(PNE31-500ADP)
WSE-630(PNE30-500ADP)
上海异晟实业有限公司提供多种型号的
【时代交直氩弧焊机】WSE-160(PNE30-160ADP),厂家直接供货价格优势明显,本公司提供的
【时代交直氩弧焊机】WSE-160(PNE10-160ADP)北京时代焊机,时代气保焊机,时代氩弧焊机,时代直流氩弧焊机,时代交直流氩弧焊机,时代二保焊机,时代二氧化碳焊机,时代松下焊机,时代手工焊机,时代交流弧焊机,时代等离子切割机,时代气保焊枪,时代氩弧焊枪,时代等离子切,时代焊机配件齐全,松下焊机上海总公司欢迎新老客户前来洽谈业务。
方波交流/脉冲氩弧/直流氩弧/手工焊;
可焊接铝、镁及其合金,碳钢、不锈钢、铸铁、铜、钛等金属
主要特点:
IGBT逆变技术
微电脑控制技术
具有焊接参数自动存储功能
交流方波TIG焊接有四种操作方式可选择
面板参数采用坐标式触摸键选择,单旋钮调节
直流TIG、直流脉冲TIG焊接分别有八种操作方式可选择
集交流方波、直流脉冲、直流氩弧、直流氩弧点焊及直流手工焊等功能于一体
主要应用于航空、航天、空分、散热器、自行车、铝合金家具等行业的铝、镁及其合金的焊接
WSE-315D/500D产品采用双机并用方式焊接,能够实现“双机对头焊工艺”
主要适用于空分设备、铝制管道、铝制压力容器等行业
氩弧焊机按照电极的不同分为熔化极氩弧焊机和非熔化极氩弧焊机两种。
非熔化极氩弧焊
非熔化极氩弧焊是电弧在非熔化极(通常是钨极)和工件之间燃烧,在焊接电弧周围流过一种不和金属起化学反应的惰性气体(常用氩气),形成一个保护气罩,使钨极端头,电弧和熔池及已处于高温的金属不与空气接触,能防止氧化和吸收有害气体。从而形成致密的焊接接头,其力学性能非常好。
熔化极氩弧焊
焊丝通过丝轮送进,导电嘴导电,在母材与焊丝之间产生电弧,使焊丝和母材熔化,并用惰性气体氩气保护电弧和熔融金属来进行焊接的。它和钨极氩弧焊的区别:一个是焊丝作电极,并被不断熔化填入熔池,冷凝后形成焊缝;另一个是采用保护气体,随着熔化极氩弧焊的技术应用,保护气体已由单一的氩气发展出多种混合气体的广泛应用,如Ar 80%+CO220%的富氩保护气。通常前者称为MIG,后者称为MAG。从其操作方式看,目前应用最广的是半自动熔化极氩弧焊和富氩混合气保护焊,其次是自动熔化极氩弧焊。
铝焊机的特点:
铝焊机采用低电压大电流电能,将电能通过电弧瞬间转换为热能,采用高纯度氩气作为焊接时的保护气体,避免焊接时产生气孔、杂质,同时交流氩弧焊和MIG气保焊均具有一定的阴极清理功能,可以直接去除铝及铝合金上的氧化膜。因为铝焊机体积小,操作简单,使用方便,焊接效率高,焊缝成形好,熔深大,能焊透铝及铝合金板达到优质的结合效果,且焊接强度同母材同等,密封性好,从而得到工业及生活各领域的广泛使用。 铝焊机在使用过程中会产生弧光,弧光中含有红外线、紫外线,同时也会产生金属蒸汽和烟尘等有害物质,钨极氩弧焊中的钨棒含有少量放射性元素,所以必须做足防护措施,另外由于采用氩气作为保护气体,不宜在有风的焊接场操作。
高效节能
铝焊接由之前的传统的火焰钎焊慢慢地转向交流氩弧铝焊机,焊接效率和水平都是一个质的飞跃,而采用脉冲MIG气保焊,焊接效率又是手工交流氩弧焊的3倍,同时也将节省金属填充材料,及焊中厚铝板时的预热等辅助工序,可节省30%-50%的焊接成本。由此可见未来将大量采用脉冲MIG气保铝焊机代替现在占有一定份额的交流氩弧铝焊机。
'



