加工 精密、出口级产品加工 广州市番禺区模具加工厂、注塑厂

广州艾可森模具有限公司
中国 广州
产品属性
图文详情
品牌推荐
主要加工设备
铣床 车床 磨床 加工中心 电火花 注塑机 双色注塑机
加工设备数量
25
加工能力
80
工艺类型
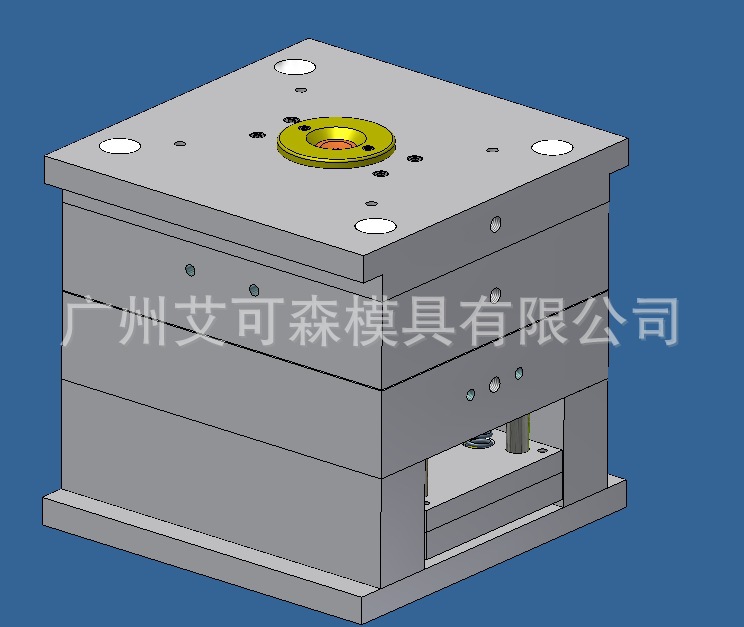
注射成型模
模具分型面数目
一个
型腔数目
多型腔模具
模具安装方式
移动式模具
适用范围
家电,医疗,食品,汽车,电子,仪表,日用品,鞋业,手机,工艺品,餐具
质量体系
iso9001
排列方式
立式
模具材质
龙记
加工定制
是





 模具的一般定义:在工业生产中,用各种压力机和装在压力机上的专用工具,通过压力把金属或非金属材料制出所需形状的零件或制品,这种专用工具统称为模具。
模具的一般定义:在工业生产中,用各种压力机和装在压力机上的专用工具,通过压力把金属或非金属材料制出所需形状的零件或制品,这种专用工具统称为模具。




