'


XTM-4型圆管抛光机使用说明
1、机床概况介绍:
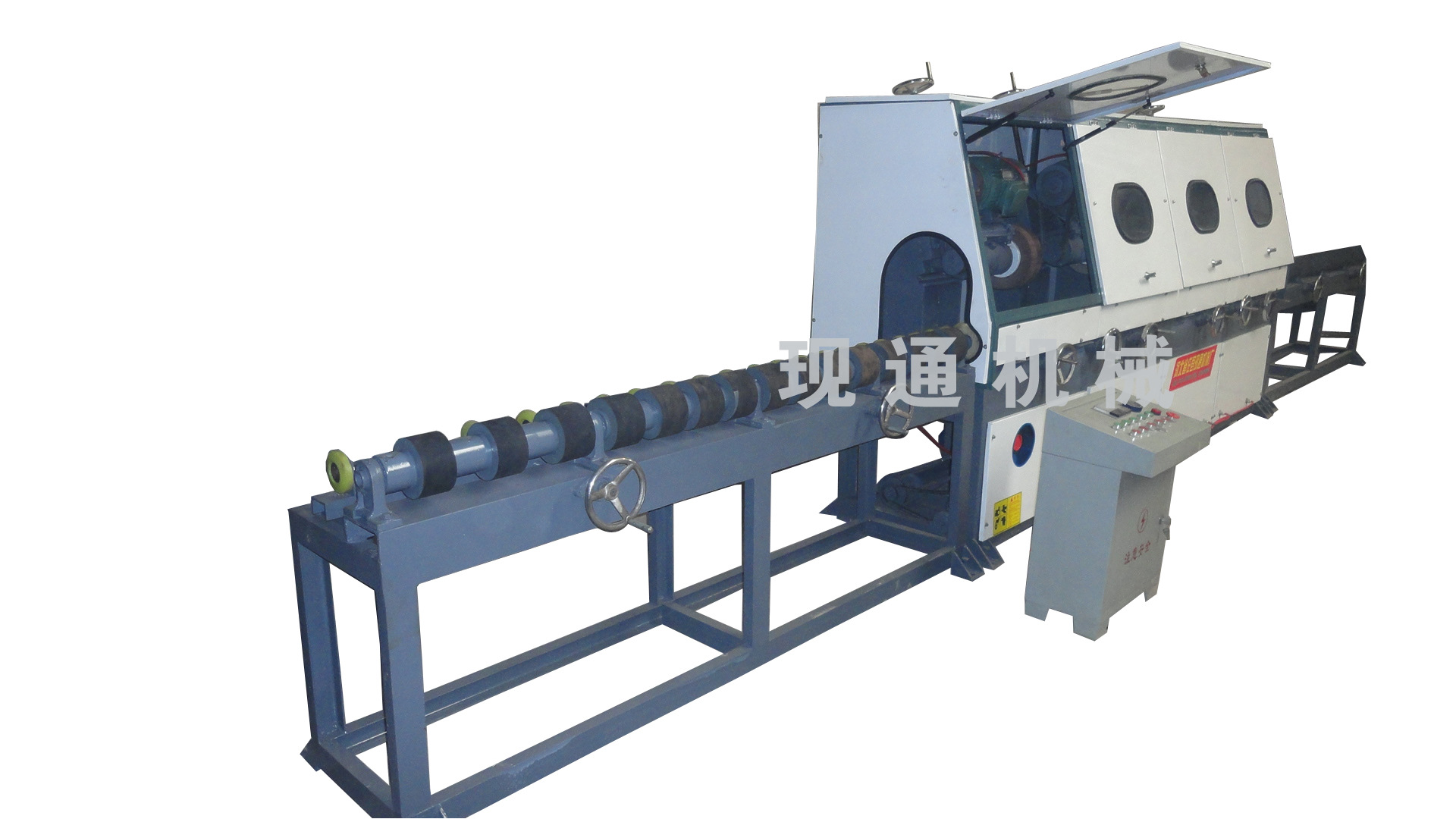
我公司研制的XTM-4型圆管抛光机,是采用纱布千叶轮为工具,以无心
磨床原理对表面进行抛光的半自动机床,是适用于圆形断面各种金属外表面
抛光,五金、电镀、车辆配件、机加工、钢木家具、标准件、轴类、管件、
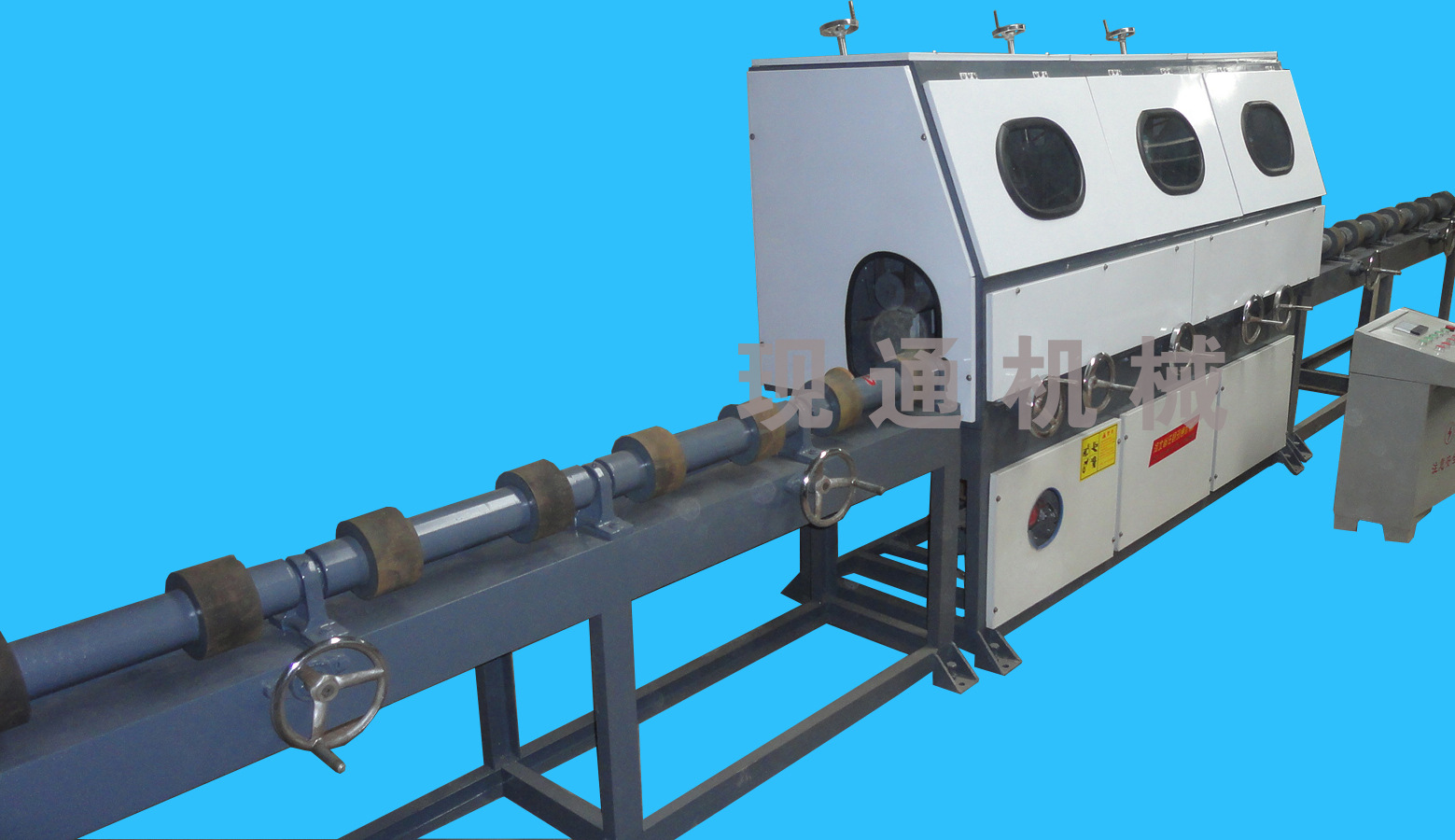
油缸进行磨削与抛光,最佳亮度可达镜面亮。全套生产线由磨光主机,给
料装置,出料装置,除尘装置(除尘器根据用户需求配置)四部分组成,
与传统的抛光除锈工艺相比,本机床具有设备投资少,占地面积小,维修
方便,操作简单,工艺成本合理等优点,圆管外表面抛光质量远远超过
磨光工艺。
2-、机床的技术规格:
2.1、
(1) XTM-4型圆管抛光机
(2) 抛光圆管外圆尺寸:10mm-200mm
(3) 抛光圆管长度:20mm-10000mm
(4) 圆管抛光速度:1″50mm-200mm
(5) 抛光精密度可达镜面亮
(6) 配用纱布千叶轮规格:300(外圆)X32(内孔)X50(厚)mm
(7) 进给电机:1.5kw(无极变速)
(8) 磨头电机:2.2kw
(9) 机床外形尺寸:1800(长)X900(宽)X1200(高)mm
2.2、机床的安装:
(1)本机床应安放在平整的混凝土基础土上。
(2)机床安放时先找正主机,再以主机导向轮轴线为基准,找正给,出料
装置的主动导向轮轴线重合,其同心度误差不应超过1/1000.整机找正后打
膨胀螺栓进行固定。
(3)主机与给、出装置的传动用万向传动轴连接。
(4)主机排风口与除尘器之间根据现场情况连接,本机随机不配置除尘
器,用户如有需要,请签署合同时申明。
(5)机内电器连接线按电器接线图与控制柜连接。
3、机床的调整与操作
(1)改变不同直径圆管的抛光需要对机床做如下调整:
(2)调整主机托板的高度,使工件中心高度与导向轮,纱布千叶轮的中心
高度保持一致,并锁紧主机托板。
(3)调整给、出料装置承重托板轮位置,使工件在主、附机的位置在同一直线上。
(4)调整方法:讲圆管置入主机(主机应处于停车状态),退出磨头。
松开托板锁紧螺母,转动调整手轮。直至圆管中心与导向轮等高,然后
锁紧托板。松开给、出料装置承重拖轮的锁紧螺母,转动调整手柄,使
圆管在主、附机的位置保持一致。
(5)首件抛光开车前需检查个磨头所处位置是否退出,避免因磨头切入
过大而损坏机件。
(6)驱动导向轮的调速电机转速应由低到高,以免发生意外保障。
(7)弯曲过大的圆管应调直后,方可进行抛光。
(8)要达到经济合理的抛光效果,不仅要合理的选择抛光切入量,还应
根据原始的表面状况选择参加工件的磨头个数,如圆管表面状况较好。可
减少参加工件的磨头。
(9)本机床应选择质量合格的千叶轮进行抛光,否组会因千叶轮不平衡等原因引起机床震动和其它安全事故。
(10)机床的调整和试抛工作完成后即可连续工作。
4、机床的安全注意事项
(1)机床需可靠的接入地线。
(2)堆料架上勿放过多的圆管,以免圆管滚落,造成事故。
5、机床的润滑和保养
(1)因本机床属于在恶劣条件下工作的设备,为保障机床的正常运转,
延长使用寿命,必须定期进行润滑和保养。
(2)主机磨头轴承,进给滑道万向传动轴,及给、出料装置上的各转动关节应定期加润滑油润滑。
(3)机内污物应定期清理。
6、电气装置:
抛光机电气装置全部集中在控制柜内集中控制(详见电气控制原理图),工作时,第一步启动调速电机进给装置运输,第二步逐台启动磨头电机,每台间隔3-5秒,以减低启动电流。待运转正常后将给、出料自动或手动选择开关转向所需位置,若故障时按紧急停止按钮则全部停车。
'



