
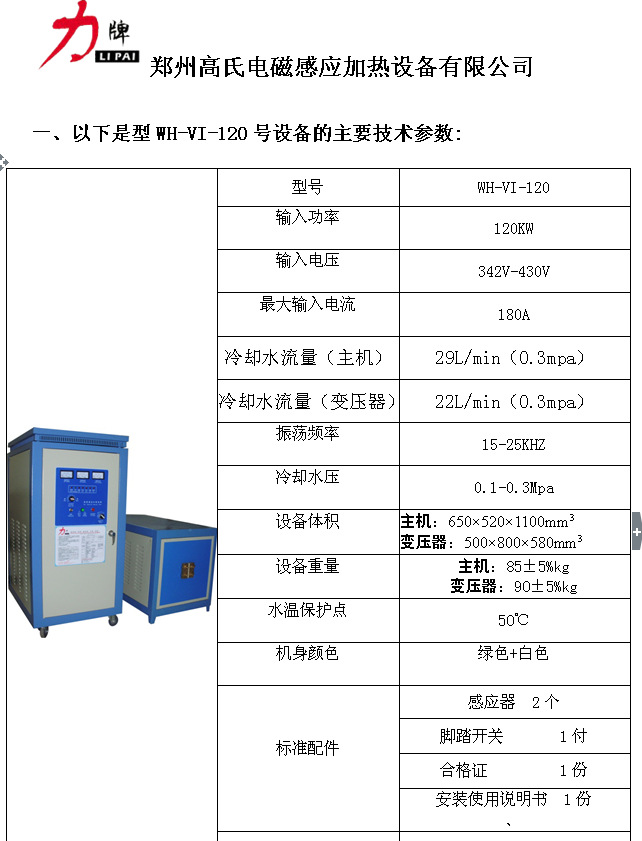
郑州高氏电磁感应加热设备有限公司
郑州高氏致力于中国电磁感应加热工业的发展15年,与客户共享感应加热技术的成果,以严格的工艺要求生产的 力牌 系列产品有中频、高频、超高频、超音频、双频感应加热设备等。功率从16KW到400KW。产品广泛用于锻造、冶炼、精密铸造、热成形、焊接、弯管、淬火、熔炼和其他加热领域。
经过15年的奋斗,高氏产品销往河南、河北、北京,山东、江苏、浙江、福建、广东、山西、湖南、广西等二十多个省市。产品畅销全国!
2009年高氏公司开始对外出口。利用电子商务平台,B2B网站等推广模式,截止2013年,产品已成功销往全球五大洲50多个国家,拥有多个固定客户。为中国梦添光彩!
我们的企业口号是为客户创造价值!
我们的企业文化是与客户共享感应热处理成果!
我们的产品实行一年内三包,终身提供技术支持!
旺铺店址:http://zzlp1688.1688.com/?asker=ATC
官网:http://www.gslp.cn
联系电话:0371-53732279
24小时服务手机;18737116920
联系人:乔女士
地址:河南省郑州市经济技术开发区经北一路16号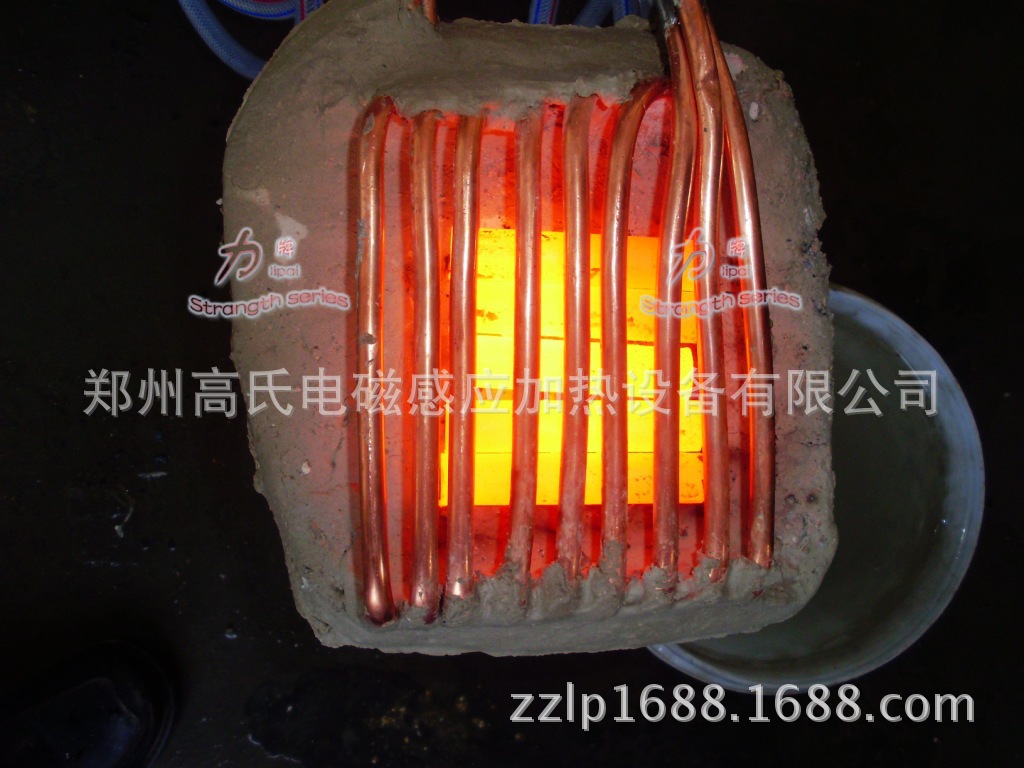

高频热处理设备又叫工业电炉,其他电热设备,金属成型热处理设备,其他电子产品制造设备,感应热处理设备,感应淬火设备,高频感应加热设备,高频淬火,高频退火,高频锻造炉,高频钎焊,感应加热,电热设备,高频焊机,高频电源,中频电源,超高频,超音频,高频加热机,高频淬火机,高频钎焊机,高频设备.
v采用德国原装西门子IGBT功率模块;采用富士整流模块;采用环氧树脂浇注功率输出变器24小时连续工作。以电磁效应原理,使处于交变磁场中的金属材料内部迅速感应出很大涡流,从而使金属材料升温直到熔化的一种电感应加热设备,也可穿透非金属材料,对金属材料局部或者全部迅速加热.
我们的产品可广泛应用于以下行业:
一.热处理行业: 1.五金工具高频淬火热处理,如;虎钳、锤、大力钳、扳手。 2.各种汽、摩配高频淬火热处理,如:曲轴、连杆、活塞销、凸轮轴、气门、变速箱内的各种齿轮、各种拔叉、各种花键轴、传动半轴、各种小轴、曲柄销、各种摇臂、摇臂轴等高频淬火热处理。 3.液压元件,如:柱塞泵的柱塞、转子泵的转子、各种阀门上的换向轴、齿轮泵的齿轮等高频淬火热处理。 4.各种电动工具齿轮、轴的高频淬火热处理。 5.各种木工工具,如:斧头、刨刀等热处理。 6.各种机床导轨的平面淬火、燕尾淬火、刀具淬火。 7.各种不锈钢餐具、厨具边缘退火卷边。
二.焊接行业 1.各种车刀、刨刀、铣刀、木工刀具等机加工刃具的焊接。 2.各种金钢石工具的焊接,如:金钢石锯片、金钢石钻具的焊接。 3.各种一字型钎头、柱齿钎头、燕型煤钻头、铆杆钻头。 4.各种采煤机截齿的焊接、各种掘机截齿的焊接。 5.各种机械用刀具的焊接。
三.锻压行业 1.各种标准件,非标准件的热墩。 2.钳子、扳手等五金工具的锻前加热等。 3.钎具、钎尾尾柄、锥体、钎头锻造等。 4.不锈钢容器的挤压成型。
四、贵金属熔炼行业 贵重金属的熔炼的速度快,少有氧化现象,熔化速度快。
我们公司对售出的机器一年内免费维修,终身维修。产品特点如下:
1.设备出问题,90%是由于水质不达标引起的,内循环水系统是我司为专门为提高中
频电源稳定性而特制的配套设备之一,可以大幅提高电源稳定性,又经济实惠,
性价比高:
2.加热快:最快加热速度不到1秒,(速度快慢可调节控制).
3.加热广:可加热各式各样的工件(根据工件形状不同更换可拆卸式感应圈)
4.安装方便:连接电源,感应圈和进出水管即可使用;体积小、重量轻、使用非常方便.
5.操作简便:几分钟即可学会启动快:通水通电后即可启动加热
6.耗电少:热损失少,比摩阻小,能源消耗较其他同类产品少20%-30%,降低了生产成本。
7.效果好:加热非常均匀(也可通过调节感应圈的疏密,使工件各部位获得各自需要的温度),
升温快,氧化层少,退火后无废品
8.功率可调:无极调节输出功率保护全:设有过压、过流、过热、缺水等报警指示,
并自动控制和保护。
9.安全:设有过压、过流、过热、缺水等报警指示,并自动控制和保护。无高压,使用
过程安全
10.设备的安装、操作、清洗都简洁方便,经济实用。
![]()
秉诚“信誉与质量共生存”理念,与客户共享感应加热技术的成果,为广大客户提供技术技术、送货安装、培训、售后等一系列完善服务,有相关问题请来找高经理,服务宗旨:免费试样、免费安装调试、定期拜访、质量跟踪、一年保修、终身保养,长期提供技术支持.
如何选择、选用感应加热设备呢?主要要从几个方面考虑:
1.被加热的工件形状和尺寸
工件大、棒料、实材,应选用相对功率大,频率低的感应加热设备;工件小、管材、
板材、齿轮等,则选用相对功率小,频率高的感应加热设备。
2.需要加热的深度和面积
加热深度深,面积大,整体加热,应选用功率大,频率低的感应加热设备;加热深
度浅,面积小,局部加热,选用相对功率小,频率高的感应加热设备。
3.所需的加热速度
需要的加热速度快,应选用功率相对较大,频率相对较高的感应加热设备。
4.设备的连继工作时间
连续工作时间长,相对选用功率略大的感应加热设备。
5.感应部件与设备的连线距离
连线长,甚至需要使用水冷电缆连接,应相对选用功率较大的感应加热设备。
6.艺要求
一般来说,淬火、焊接等工艺,相对可以功率选小一些,频率选高一些;退火、回
火等工艺,相对功率选大一些,频率选低一些;红冲、热煅、熔炼等,需要透热效果好
的工艺,则功率应选得更大,频率选得更低。
7.工件的材料
金属材料中熔点高的相对选用功率大一些,熔点低的相对选用功率小一些;电阻率
小的选用功率大一些,电阻率大的选用功率小一些。
'




