
一、概述
酒精生产废水,尤其是薯类酒精废水,具有温度高、泥砂多、粘性大、污染负荷高、悬浮物多等特点,一直是废水处理的难点和重点。我公司科研人员经过长期控索和工程实践,成功地研制开发了酒精废醪一体化处理装置及技术。
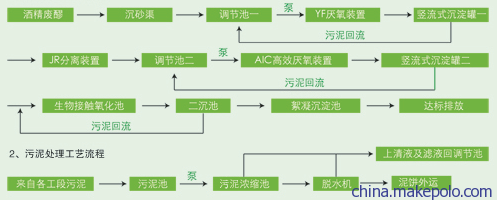
二、工艺流程
三、工艺介绍
1、生物前处理
(1)作用:废水经过沉砂后进入糟液分离装置,该装置是我公司研制的酒糟专用分离机,可连续运转,自动卸料。分离后玉米酒糟含水率75%左右,直接作饲料出售。在酒糟难以出售的情况下,可全糟液厌氧发酵。薯类酒精废水可不经分离装置直接进入调节池。
(2)处理参数 (全糟发酵):
|
单元 |
项目 参数 |
CODcr |
BOD5 |
SS |
PH |
|
生物前处理 |
进水 |
50000 |
30000 |
35000 |
3-5 |
|
出水 |
47500 |
28500 |
27500 |
6-9 | |
|
去除率 |
5% |
5% |
10% |
|
2、生物处理
(1)YF厌氧反应器
YF厌氧反应器是我公司科研人员根据酒精废水的特性设计的,具有接纳污泥负荷高、耐冲击、产气率高、调试周期短、安全可靠等突出优点。容积负荷在8kgCODcr/m3.d时,去除率达到70%以上,每去除1kg CODcr可产生沼气约0.4m3。
(2)AIC厌氧反应器是一种高效的多级内循环反应器,容积负荷高,是UASB厌氧反应器的2-3倍以上,可达10-18kgCOD/m3.d,COD去除率高达90%以上,使后面的好氧处理大大的减轻了负担。


(3)JR分离装置
在YF厌氧出水中,常规采用沉淀法去除悬浮物,效果极不理想,其主要原因是消化液仍处在厌氧状态,难以沉淀。针对这一矛盾,我公司经反复实践,成功地研制了JR分离装置,专门应用于厌氧消化液的处理,悬浮物去除率在80%以上,CODcr去除率在30%左右,很好地解决了厌氧与好氧之间的过度和衔接。
(4)好氧处理
废水经厌氧及JR分离装置处理后,其CODcr负荷已满足好氧处理的要求,采用推流式接触氧化法,容积负荷为1.5kgCODcr/m3.d时,CODcr去除率达80%以上。

(5)处理参数
|
单元 |
参数 |
CODcr |
BOD5 |
SS |
PH |
|
一级厌氧 沉淀池 |
进 水 |
47500 |
28500 |
27000 |
6-9 |
|
出 水 |
11875 |
7125 |
10800 |
6-9 | |
|
去 除 率 |
75% |
75% |
60% |
| |
|
JR装置 |
进 水 |
11875 |
7125 |
10800 |
6-9 |
|
出 水 |
8320 |
5700 |
2160 |
6-9 | |
|
去 除 率 |
30% |
20% |
80% |
| |
|
二级厌氧 沉淀池 |
进 水 |
8320 |
5700 |
2160 |
6-9 |
|
出 水 |
1260 |
856 |
864 |
6-9 | |
|
去 除 率 |
85% |
85% |
60% |
| |
|
生物接触 氧化池 |
进 水 |
1260 |
856 |
864 |
6-9 |
|
出 水 |
126 |
26 |
346 |
6-9 | |
|
去 除 率 |
90% |
97% |
60% |
|
3、生物后处理
废水经生物处理,去除绝大部分污染物,经该段过滤沉淀达标排放。
处理参数
|
单元 |
项目 参数 |
CODcr |
BOD5 |
SS |
PH |
|
生物后处理 |
进 水 |
126 |
26 |
346 |
6-9 |
|
出 水 |
90 |
19.5 |
70 |
6-9 | |
|
去除率 |
30% |
25% |
80% |
|
4、污泥处理
厌氧消化液经JR分离装置产生的污泥,其颗粒细,粘度大,脱水困难,经长期比较,选择双隔膜厢式压滤机用于污泥脱水,并在滤布、入料方式、入料压力、污泥改性等方面进行优化组合,使脱水后的泥饼含水率在75%左右,泥饼可外运作农肥。

四、经济效益分析
以年产10万吨酒精产生的废水处理为例 (全糟发酵)
1、沼气收益
污水经厌氧发酵后产生沼气,年产10万吨酒精产生的废醪经厌氧发酵可产生80000m3/d沼气,用于发电,每0.6-0.7m3沼气相当于1度电,可获益58666元/天。
2、运行费用
每1m3废醪液的运行费用为2.36元,其中包括:人工费、电费、药剂费、维修费等,每天的总运行费为10856元。
58666元(每天收益)-10856元(每天费用)=47810元(每天净收益)




