'


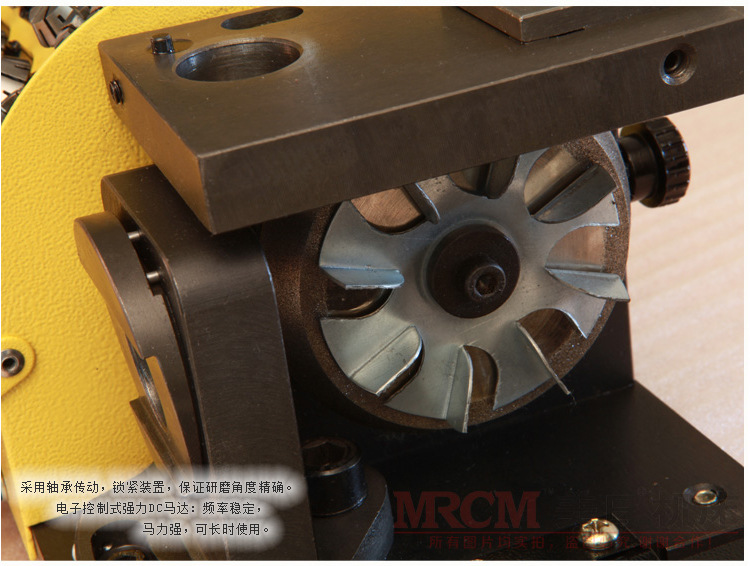
1.本机为傻瓜式,研磨精准且快速,操作简单,无需技巧即可轻松研磨。配置台湾师傅之钻石砂轮,耐用。
2.本机能刃磨钻头前切削刃(前角),具有先端角(顶角)、逃隙角(后角)、前切削刃(正前角)、中心横刃大小随意调整,可替代中心钻定位更,排屑更容易,钻削更轻松。
3.修磨ф3-ф15之间的钻头效果最佳
机器本包含以下配件
CBN砂轮修磨高速钢材质
SDC砂轮修磨合金钨钢材质

研磨范围:ф2.0-ф15
先端角:100°~135°
电源:220V/180W
标配砂轮:CBN 或 SDC
标配筒夹:ф3、ф4、ф5、ф6、ф7、ф8、ф9、ф10、ф11、ф12、ф13一共11个
选配筒夹:ф2、ф2.5、ф3.5、ф4.5、ф5.5、ф14、ф15
机器尺寸:29×15×16cm
包装尺寸:31×17×18cm
净重/毛重:9.8kg/10kg
★★★特殊要求:钻头长度最短45mm,太短就不好对刀。ф4.1以下要多注意对刀,确定中心平衡。

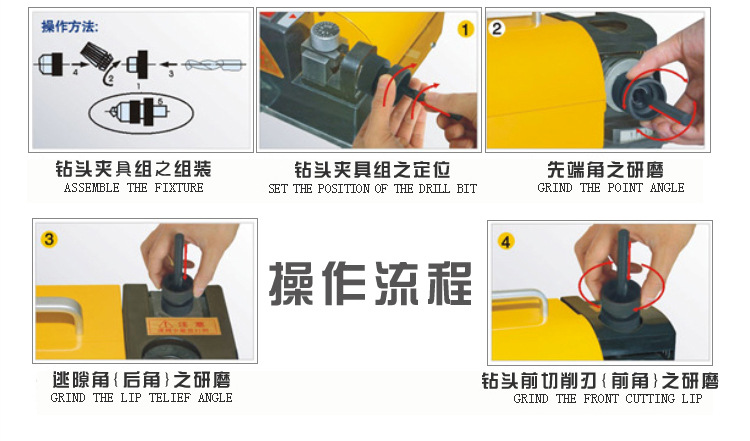
☆ 钻头夹具组之组装
请依图1,2,3,4,步骤来组装钻头夹具组
☆ 钻头夹具之定位
将刻度环调整至所有研磨钻头之直径,并将钻头夹具组插入调整台后向右旋转到底锁紧。将钻头夹具组取出后,确认钻头刀刃是否与蕊厚平行(如图),若没有平行,则需再重新设定。若钻头螺旋型式不同,则可自行设定使之平行后,再将刻度环调整至所要研磨。
☆ 先端角之研磨
启动马达后将钻头夹具组放入图示之研磨座,并轻轻的接触砂轮后,依顺时针及逆时针方向旋转,直到没有研磨声即可取出,转180°再依上述步骤重复研磨,即可完成先端角之研磨。?不同,则可自行设定使之平行后,再将刻度环调整至所要研磨。
☆ 逃隙角(后角)之研磨
启动马达后,将钻头夹具组放入图示之研磨座后,依顺时针及逆时针方向旋转,直到没有研磨声即可取出,转180°再依上述步骤重复研磨,即可完成逃隙角(后角)之研磨。
'






