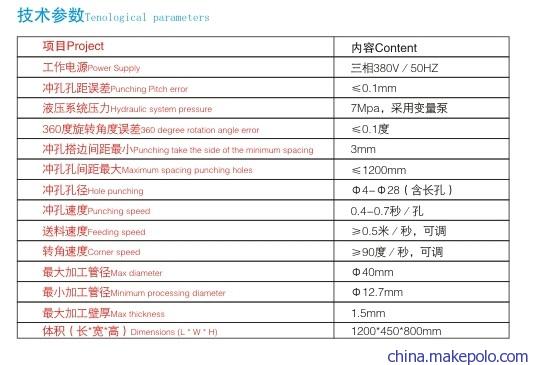
数控冲孔机CNCK28技术参数 Tenological parameters
项目 | 内容 |
工作电源 | 380V 50HZ |
冲孔孔距误差 | ≤0.1mm |
液压系统压力 | 7Mpa,采用变量泵 |
360度旋转角度误差 | ≤0.1º |
冲孔搭边间距最小 | 3mm |
冲孔搭边间距最大 | ≤1200mm |
冲孔孔徑 | Ф4-Ф28(含长孔) |
冲孔速度 | 0.4-0.7秒/孔 |
送料速度 | ≥0.5/秒 可调 |
转角速度 | ≥90度/秒 可调 |
最大加工管径 | Ф40mm |
最小加工管径 | Ф12.7mm |
最大加工壁厚 | 1.5mm |
体积(L*D*H) | 1200mm*450mm*800mm |
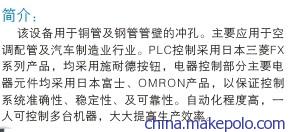
用途
该设备用于铜管及钢管管壁的冲孔。主要应用于空调配管及汽车制造行业。PLC控制采用日本三菱FX系列产品,均采用施耐德按钮,电器控制部分主要电器元件均采用日本富士、OMRON产品,以保证控制系统的准确性、稳定性、及可靠性。自动化程度高,一个人可控制多台机器,大大提高生产效率。
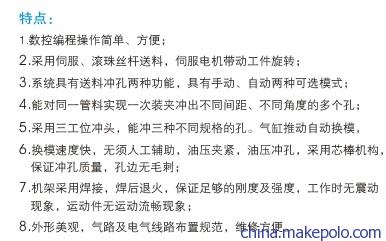
特点:
a、 数控编程操作简单、方便;
b、 采用伺服、滚珠丝杠送料,伺服电机带动工作旋转;
c、 系统具有送料冲孔两种功能,具有手动、自动两种可选模式;
d、 能对同一管料实现一次装夹冲出不同间距、不同角度的多个孔;
e、 采用三工位冲头,能冲三种不同规格的孔,气缸推动自动换模;
f、 换模速度快,无须人工辅助,油压夹紧,油压冲孔,采用芯棒机构,保证冲孔质量,孔边无毛刺;
g、 机架采用焊接,焊后退火,保证足够的刚度及强度,工作时无振动现象,运动件无运动流畅现象;
h、 外形美观,气路及电气线路布置规范,维修方便。






