
硫化猪油(YD-1810D)的应用及典型配方
YD-1810D是一款浅色、低气味的非活性硫化极压抗磨剂,具有粘度大、黏附性好、油膜厚、抗磨性高的特点,适于在金属塑性变形工艺作为主剂使用,调和中高端冲压油、拉伸油;工业油品中适于调和导轨油,与YD-1810B相比有更强的经济适用性。
具体指标如下:
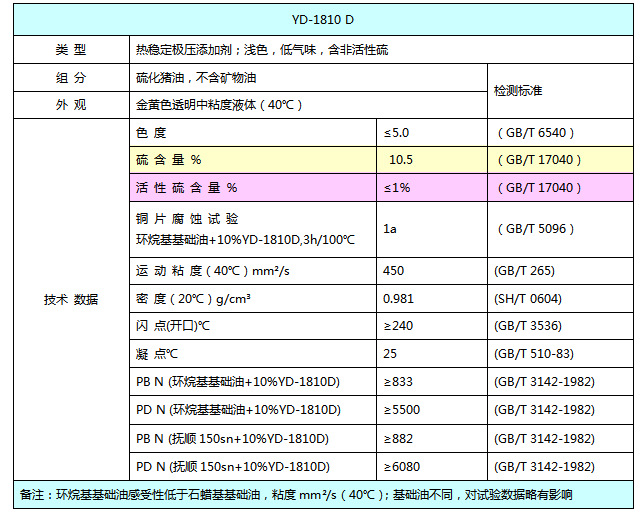
以上数据只能表明一款添加剂的基础指标,并不能准确评定该添加剂的整体综合性能;还要看其油溶性、色度、气味、铜腐等,更要通过四球机多点测试,综合分析,才能基本判定其综合性能,确定其使用场合。详细检测过程请登录网站“产品中心”
http://www.czydsh.com/?Product48/Product51/Product54/24.html
备注:
1. 由于脂肪含量高,故而凝点较高,调和时需加热;相溶性也提高很多,可溶于95%以上的Ⅰ类油,与Ⅱ类、Ⅲ类加氢油的相溶性略差(硫化程度越深,与基础油的相溶性越差;基础油的精制程度越深,与添加剂的相溶性也越差),建议使用前做相溶性测试;
2.不能与T202(硫磷丁辛基锌盐)、T203(硫磷双辛基碱性锌盐)这类抗氧抗腐剂配伍使用,否则会把作为过氧化物的硫剂分解;并且T202、T203中的锌有很强的亲水性,影响油品质量和寿命,故而也不建议使用。
优点:
1.活性硫含量<1%,作为主剂使用时,在使用过程中不需要加入有色金属钝化剂;适于调和低速中负荷、重负荷等油品;若配合YD-3015在高速、苛刻工况下使用,效果更佳。
2. 据大量的四球数据得出,YD-1810D在极压抗磨方面优于进口同类及活性、高硫含量的硫化脂肪类产品,在不降低加工效率的情况下,可大幅度降低企业的采购成本。建议所有硫剂在选购前,运用“线性理论”进行必要的四球测试。
以不锈钢冲压加工为例:

在不锈钢制品塑性加工,如冲压、拉拔、冷镦等工艺中,上述配方的优点是各种添加剂很容易采购且成本较低,缺点是加工效率较低且质量不高、腐蚀性严重、工件在放置24小时以内容易出现发黄的现象;出现问题后的解决方案基本是调整油品粘度或增加各种添加剂的添加量,有时甚至会采用纯剂,但依然达不到良好的效果,故而此配方体系已经没有提升的空间。

说明:硫化猪油的油膜厚、粘附性好,具有优异的极压抗磨性,适合于重载冲压工艺,故而作为主剂使用,与传统 硫化棉籽油相比成本略高,但是加工效率可以得到明显提升,苛刻工艺可以复配YD-3015使用,以提高油品的极压性能;降低氯化石蜡的应用量,加入环氧大豆油,避免了腐蚀性、工件发黄等问题的产生。
以下数据是市场中主流 不锈钢冲压油的配方和亿达渤润常用不锈钢冲压油的配方对比:
配方A:T301 40%+T405 15%+植物油 8%+进口硫化烯烃(**40) 2%+磷酸酯 1%+500SN 余量
配方B:YD-1810D 10%+T301 15%+YD-3015 3%+环氧大豆油 1.5%+500SN 余量
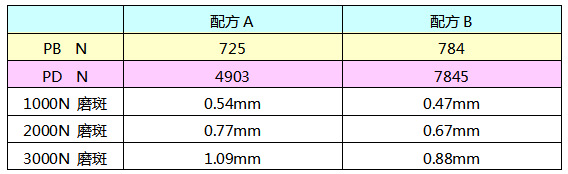
通过以上四球数据可以看出,选用同样基础油、同样的实验方法,配方B的极压抗磨性远优于 配方A,且通过对主剂添加量的调整,仍然有很大的提升空间;配方A即使再增加主剂的添加量,也没有太大的提升空间;虽然配方B的成本略高,但是加工效率却远高于配方A。
鉴于工艺的特殊要求和成本控制,可以对主剂进行适当的增减;上述建议配方体系有很大的提升空间。
在切削工艺中的使用:

上述配方除硫化烯烃外,其它几种添加剂均容易采购且成本较低,缺点是颜色重、气味大、腐蚀性高、加工效率较低、机台有“黄袍”产生、黏附性强易粘刀,一般的解决方法是添加抗氧剂、防锈剂、缓蚀剂等,但并不会有效解决问题,故而此配方也没有很大的提升空间。

说明:硫化脂肪酸酯(YD-3015)粘度小、极压性高适合在此工艺中作为主剂使用,以硫化猪油类YD-1810D(YD-1810B或YD-1810C)为辅剂,可有效提高油品的抗磨性能,有效保护刀具的后刀面,也避免了因采用植物脂肪而出现“黄袍”的现象;环氧大豆油的加入可以有效抑制氯化石蜡的腐蚀性。
(详细说明参考YD-3015的应用)
以下数据是市场中主流不锈钢切削油的配方和亿达渤润常用不锈钢切削油的配方对比:
配方A:黑硫 8%+氯化石蜡 20%+植物油 5%+进口硫化烯烃(**40) 2%+T106A 0.5%+150SN 余量
配方B:YD-3015 5%+T301 10%+YD-1810D 2%+环氧大豆油 1%+150SN 余量
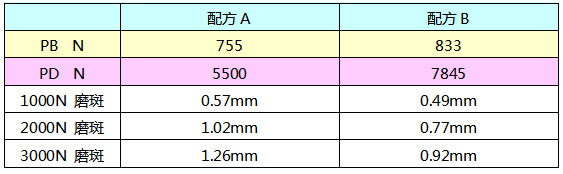
1000N—3000N这个压力段是润滑油由物理润滑向化学润滑过渡,由物理油膜生成化学油膜的过程阶段。由于旧的物理润滑油膜随压力、温度的增高而失去效应,新的化学极压油膜正处于形成过程中,由于极压剂里的化学物质正在发生剧烈反应,导致润滑不稳定,摩擦力才会出现不正常的波动,这是整个润滑过程中润滑效果最薄弱的阶段,此阶段的磨斑大小及形态,直接决定了加工效果和效率,所以金属加工中出现的问题绝大多数会发生在这个新旧油膜更替的阶段,这个阶段是无法避免的,但波动的剧烈程度是可以通过选用极压抗磨添加剂改善的,波动越平稳,时间越短暂,它的使用效果就越好。
通过以上四球数据可以看出,选用同样基础油、同样的实验方法,在不增加成本的情况下,配方B的极压抗磨性远优于 配方A,加工效率必然要高,且通过对主剂添加量的调整,仍然有很大的提升空间;配方A即使再增加主剂的添加量,也没有太大的提升空间,所以,硫化添加剂在选用之前,应该运用“线性理论”进行必要的四球测试
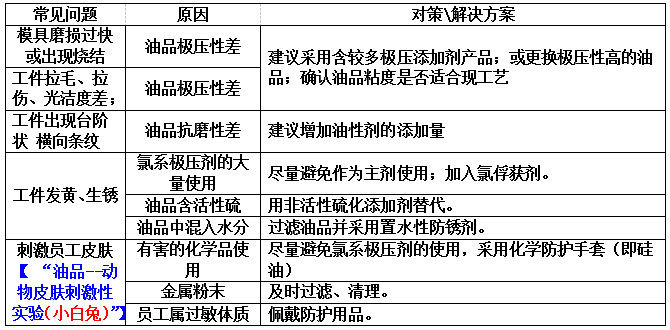
冲压过程中可能出现的问题及解决方案:

备注-2:
- 我公司无论在口头上、书面上或试验上所提供的技术意见均出自诚意,但不作保证,这也适用于牵涉到第三者的所有权问题.
- 用户对我厂供应的产品, 也有责任进行检测, 以验证是否适合所拟定的工艺和用途. 由于对我厂产品所进行的运用、用途和工艺均非我厂所能控制, 因而应全由用户本身负责. 虽然如此,
如仍有任何 损失须由我 厂负责, 也只限于我厂已送交用户而经使用的那部分货品的价值而已. 在我厂的一般售货及交货条件范围内,我方当然要供应品质一致的产品。
'




