'
产品参数:
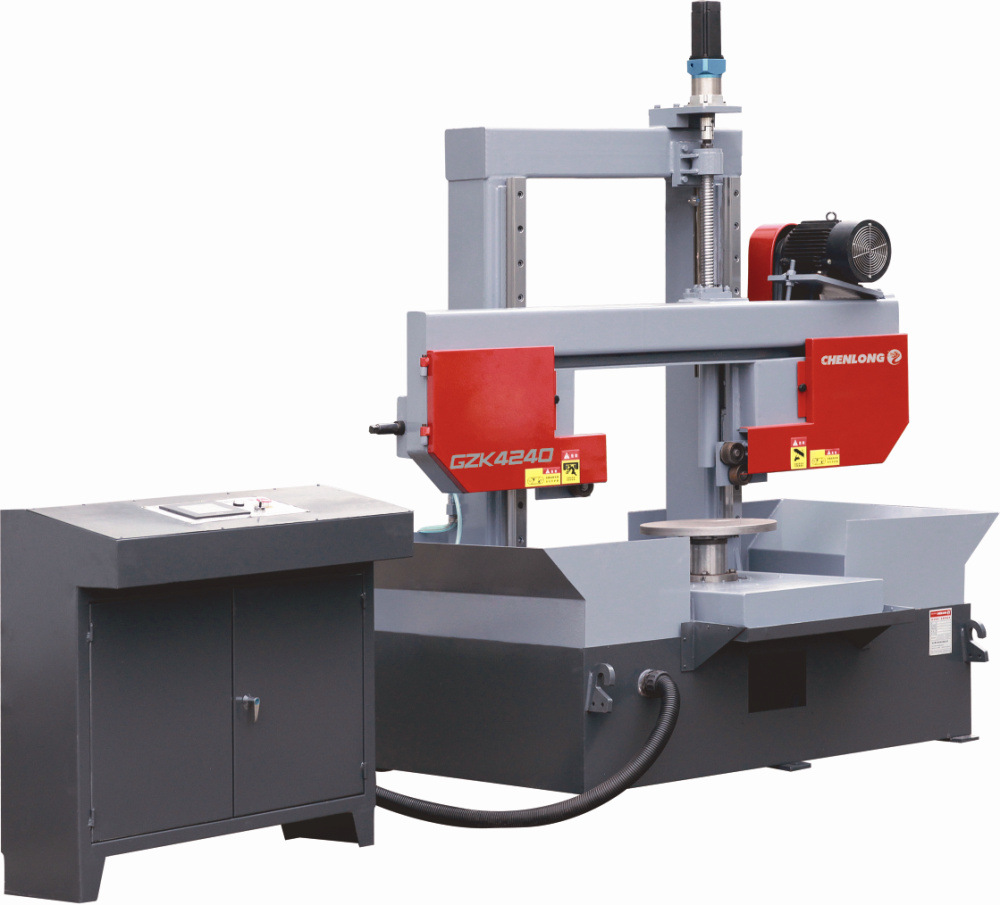
| 产品型号 | | GZK4240 |
| | | | | |
| | 最大切削高度 | (mm) | | 450 |
| | 锯切能力 | (mm) | | Φ350*400 |
| | 最大切削直径 | (mm) | | Φ350 |
| | 锯条线速度 | (m/min) | | 可通过触摸屏设置 |
| | 工作台进给速度 | (m/min) | | 可通过触摸屏设置 |
| | 工作台旋转速度 | (m/min) | | 可通过触摸屏设置 |
| | 锯条尺寸 | (mm) | | 0.7*38*3880 |
| | 锯条上升下降距离控制精度 | (mm) | | ±0.10 |
| | 主电机功率 | (kw) | | 3 |
| | 冷却电机功率 | (kw) | | 0.06 |
| | 机床尺寸 | (mm) | | 1840*1120*2100 |
| | 机床重量 | (kg) | | 1200 |
操作注意事项:
一、操作前要穿紧身工作服,袖口扣紧,防止机器绞伤。
二、机器开动前做好一切准备工作,虎钳安装使锯料中心位于料锯行程中间。原料在虎钳上放成水平,与锯条成直角。
三、锯条必须拉紧,锯前试车空转 3 — 5 分钟,以打出液压筒中和液压传动装置上各油沟中的空气,并检查锯床有无故障、润滑油路是否正常。
四、在使用过程中随时观察,检查各运行部件是否运转正常,有无异常声响。
五、锯床在运转中,不准中途变速,锯料要放正、卡紧、卡牢,按材质硬度、材料直径和锯条质量决定进刀量(直径越小切削速度和进刀量越小,锯铜材,速度更小))。
六、切削产生的碎屑,要及时的清理
七、锯条中途折断要关闭电源后再换,并要翻转工件,另割新锯口。新锯条要有合适的张紧 磨合 是后期寿命的关键(新锯条的切削速度是磨合后正常切削速度的50%,它将直接影响锯条的使用寿命)。
八、工作完毕,应将锯条放松,切断电源,把各操纵手柄放回空位上,并做好打扫工作。
九、机床运转时如发现故障(锯带折断,拉齿 切斜,对轮盘检查 看看是 否有咬带,导向轴承不起作用,皮带松弛,钢丝刷不动等) 应立即停车报告车间主管。
'






