
免费打样试验 了解产品 咨询报价 请联系021-58560506 18930082273
qq:1619454253 邮箱:shfyglaser@126.com
阿里旺铺:http://fygjiguang.cn.alibaba.com/
方圆激光主页:www.fyglaser.com
http://fygjiguang.1688.com/page/albumdetail_28034106.htm
方圆集团上海激光科技有限公司
我们公司地处上海浦东,近地铁二号线,地址:浦东唐镇工业园金丰路455号
方圆四步合作流程:真正做到:售前顾问 售中责任 售后服务
一:联系我们
与我们取得联系,我们的工作人员结合您的实际需求情况,为您制定初步解决方案。
二:方案验证 (打样试验)
专人负责,专人接侍,您可以邮寄样品打样试验,或亲自来我司实地考查和打样试验,验证方案可行性,重复 “试验-调整优化-试验” 过程,直到最后的确定。真正做到售前顾问!
三:商务商谈及合同签订
我们本着诚信至上,双赢为本的理念,与客户真诚合作,杜绝隐瞒欺骗客户行为,能为客户节省的配置绝不添加,能为客户优惠的价格,优惠到底!允许客户货比三家,对客户的挑剔不报怨,不催促,服务不打折!
四:交货培训及售后服务:
以服务铸信誉!方圆激光以做行业品牌为已任,在售后服务上:做到不怠慢客户问题,不挑客户毛病为自已开脱。承诺的服务百分百做到,未承诺的尽最大努力超出客户所预期!
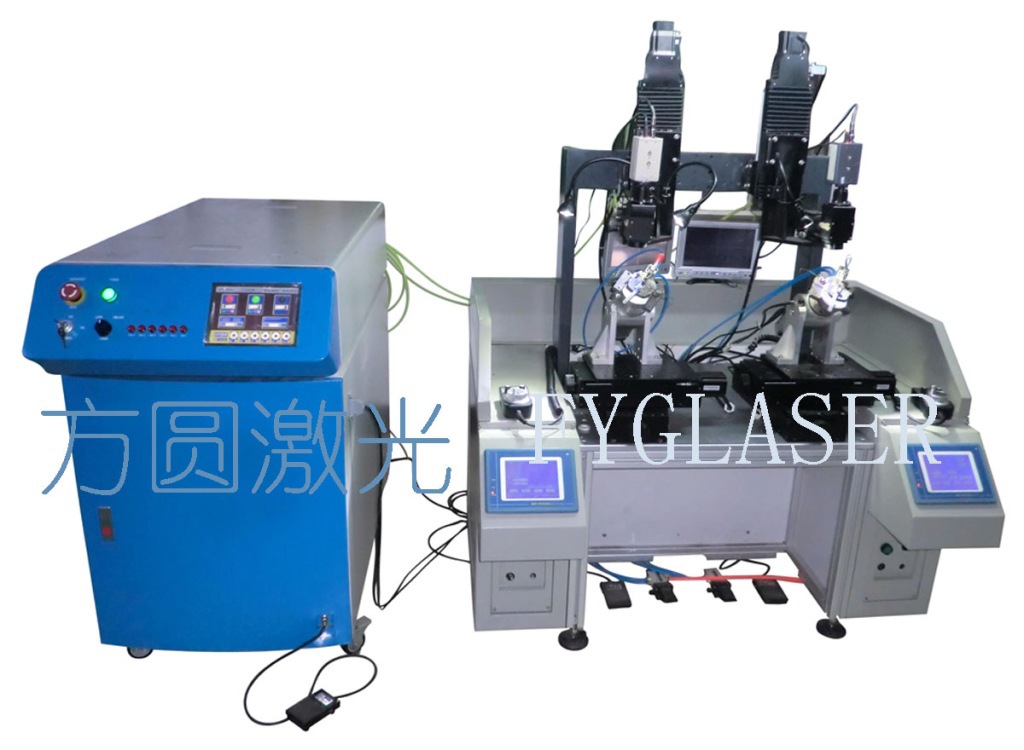
技术参数:
机型名称 | FWA30 |
外形尺寸(长×宽×高) | 1120mm×585mm×1000mm |
激光器 | YAG |
波长 | 1064nm |
泵浦源 | 氙灯 |
最大功率 | 300W |
最大单脉冲能量 | 60J |
激光能量稳定性 | < 5% |
分光方式 | 能量分光和时间分光 |
光纤芯径 | 600um |
光纤数量 | 最多6支 |
控制系统 | MCU+CPLD+彩色触摸屏 |
脉冲宽度 | 0.1~50.0ms |
连续频率 | 0~200Hz |
控制方式 | 电流反馈 |
加工效果 |
|
焊点大小 | 0.4~2mm |
焊接深度 | 0.1~2mm |
观察系统 |
|
瞄准定位 | 红光指示 |
冷却系统 | 分体式外循环水冷 |
冷却功率 | 3P冷水机 |
双工位工作台技术参数
控 制 系 统:液晶触摸屏运动控制系统
四轴联动机构:X轴行程100mm,Y轴行程100mm,
Z轴行程60mm,U轴行程400°
最大速度:60mm/s
定位精度:±0.05mm
照 明 灯:超高亮LED灯
监视系统:CCD摄像头,带蓝光照明,配显示器。
电力需求:AC220V/50Hz/10A,2KW
激光焊接的主要优点
(1)可将入热量降到最低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦最低;
(2)32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用;
(3)不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形接可降至最低;
(4)激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥;
(5)工件可放置在封闭的空间(经抽真空或内部气体环境在控制下);
(6)激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件;
(7)可焊材质种类范围大,亦可相互接合各种异质材料;
(8)易于以自动化进行高速焊接,亦可以数位或电脑控制;
(9)焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰;
(10)不受磁场所影响(电弧焊接及电子束焊接则容易),能精确的对准焊件;
(11)可焊接不同物性(如不同电阻)的两种金属;
(12)不需真空,亦不需做X射线防护;
(13)若以穿孔式焊接,焊道深一宽比可达10:1;
(14)可以切换装置将激光束传送至多个工作站。
激光焊接的工艺参数
(1)功率密度。功率密度是激光加工中最关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在10^4~10^6W/CM^2。
(2)激光脉冲波形。激光脉冲波形在激光焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度激光束射至材料表面,金属表面将会有60~98%的激光能量反射而损失掉,且反射率随表面温度变化。在一个激光脉冲作用期间内,金属反射率的变化很大。
(3)激光脉冲宽度。脉宽是脉冲激光焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。
(4)离焦量对焊接质量的影响。激光焊接通常需要一定的离焦量,因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。实验表明,激光加热50~200us材料开始熔化,形成液相金属并出现部分汽化,形成高压蒸汽,并以极高的速度喷射,发出耀眼的白光。与此同时,高浓度汽体使液相金属运动至熔池边缘,在熔池中心形成凹陷。当负离焦时,材料内部功率密度比表面还高,易形成更强的熔化、汽化,使光能向材料更深处传递。所以在实际应用中,当要求熔深较大时,采用负离焦;焊接薄材料时,宜用正离焦。
(5)焊接速度。焊接速度的快慢会影响单位时间内的热输入量,焊接速度过慢,则热输入量过大,导致工件烧穿,焊接速度过快,则热输入量过小,造成工件焊不透。


方圆激光拥有多项技术专利,掌握多项核心技术。强大的团队,完善的 管理,专业的技术,领先的实力是我们能够为客户提供优秀产品和服务的保证!详情 可以浏览:
免费打样试验 了解产品 咨询报价 请联系021-58560506 18930082273
qq:1619454253 邮箱:shfyglaser@126.com
方圆激光主页:www.fyglaser.com
阿里旺铺:http://fygjiguang.cn.alibaba.com/
http://fygjiguang.1688.com/page/albumdetail_28034106.htm

圆集团上海激光科技有限公司售后服务承诺:
非常感谢贵公司选择方圆集团上海激光科技有限公司的产品!为客户提供满意的产品和服务是我们不懈的追求,本公司技术支持及售后服务特承诺如下:
1. 本公司设备主要部件采用原装进口器件,设备连续24小时稳定工作。
2. 全国范围内免费将设备送货到门、安装调试、并培训技术操作人员。
3. 设备自购买之日起一年内免费保修,全国联保。
4. 质保期满后,用户设备仍享受每年一次的免费检测保养和终身有偿维修服务。
5. 设备配套的控制软件提供终身免费升级,以确保领先性。
6. 我们提供24小时的售后服务响应,随时为您提供技术支持。
7. 在确认客户维修需求后,对于本市县区域,技术人员6小时内到达现场;其它地区视路程远近,技术人员在24~72小时内到达现场。除非工作时间,需临时调配技术人员外.
专业提供激光焊接加工(手机组件、电脑组件激光焊接、精密激光点焊、激光模具焊补、 激光打标、激光切割)镭射雕刻的;激光设备,激光点焊维修服务,
新型激光焊接机(光纤激光机、震镜激光机、全自动激光机)
拥有一批专业的激光焊接技术人员 多功能焊接设备 铜的焊接 上海激光焊加工
拥有标准化加工车间,规范的焊接加工体系
承接:江浙沪地区金属点焊、叠焊、拼焊、密封焊接、激光点焊、镭射点焊(上海激光焊接、浙江激光焊接、杭州激光焊接、苏州激光焊接、昆山激光焊接、太仓激光焊接、江苏激光点焊、无锡激光焊接、南京激光焊接、常熟激光焊接、江苏最大激光焊接、覆盖长三角激光焊接)
上海激光焊机 上海激光焊 上海激光焊接设备 并提供江苏激光焊机 江苏激光焊 江苏激光焊接设备 以及随时为您提供浙江激光焊机 浙江激光焊 浙江激光焊接设备 有很多的华东激光焊接设备 华东激光焊 华东激光焊接机
'




