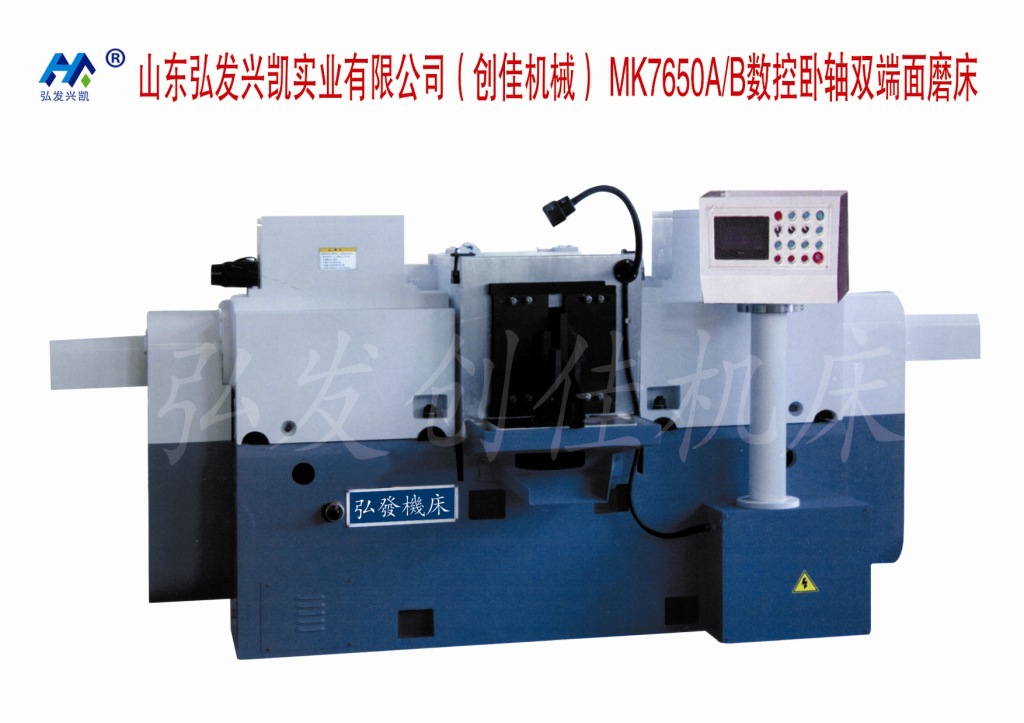
山东专业生产 MK7650A/B 双端面磨床

临清创佳机械制造有限公司
临清市临清市龙山路车营街65号
产品属性
图文详情
品牌推荐
品牌/型号
弘发创佳磨床/MK7650A/B
类型
双端面磨床
品牌
弘发创佳磨床
重量
5000(kg)kg
主电机功率
34(kw)KW
外形尺寸
3075×2495×1600(mm)mm
加工精度
精密
砂轮转速
1060(rpm)
最大磨削尺寸
110(mm)
控制形式
数控
适用范围
通用
适用行业
轴承
布局形式
卧式
安装形式
落地式
作用对象
五金
产品类型
全新
是否库存
否
型号
MK7650A/B
售后服务
上门维修
是否提供加工定制
是