制造厂和安装单位应分别以钢结构制造批为单位进行抗滑移系数检验。制造批可按分部(子分部)工程划分规定的工程量每2000t为一批,不足2000t的可视为一批。选用两种及两种以上表面处理工艺时,每种处理工艺应单独检验。每批三组试件。
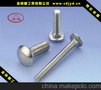
抗滑移系数检验应采用双摩擦面的二栓拼接的拉力试件(图B.0.5)
规范GB50205-2001附录B 图B.0.5[2]
抗滑移系数检验用的试件应由制造厂加工,试件与所代表的钢结构构件应为同一材质、同批制作、采用同一摩擦面处理工艺和具有相同的表面状态,并应用同批同一性能等级的高强度螺栓连接副,在同一环境条件下存放。
试件钢板的厚度t1、t2应根据钢结构工程中有代表性的板材厚度来确定,同时应考虑在摩擦面滑移之前,试件钢板的净载面始终处于弹性状态;宽度b可参照表B.0.5规定取值。L1应根据试验机夹具的要求确定。
表B.0.5试件板的宽度(mm)
螺栓直径d
试件板面应平整,无油污,孔和板的边缘无飞边、毛刺。
试验方法
试验用的试验机误差应在1%以内。
试验用的贴有电阻片的高强度螺栓、压力传感器和电阻应变仪应在试验前用试验机进行标定,其误差应在2%以内。
试件的组装顺序应符合下列规定:
先将冲钉打入试件孔定位,然后逐个换成装有压力传感器或贴有电阻片的高强度螺栓,或换成同批经预拉力复验的扭剪型高强度螺栓。
紧固高强度螺栓应分初柠、终拧。初拧应达到螺栓预拉力标准值的50%左右。终拧后,螺栓预拉力应符合下列规定:
1) 对装有压力传感器或贴有电的高强度螺栓,采用电阻应变仪实测控制试件每个螺栓的预拉力值在0.95P-1.05 P(P为高强度螺栓设计预拉力值)之间;
2) 不进行实测时,扭剪型高强度螺栓的预拉力(紧固轴力)可按同批复验预拉力的平均值取用。
试件应在其侧面画出观察滑移的直线。
将组装好的试件置于拉力试验机上,试件的轴线应与试验机夹具中心严格对中。
加荷时,应先加10%的抗滑移设计荷载值,停1min后,再平稳加荷,加荷速度为3-5kN/s。直拉至滑移破坏,测得滑移荷载 。
在试验中当发生以下情况之一时,所对应的荷载可定为件的滑移荷载:
1) 试验机发生回针现象;
2) 试件侧面画线发生错动;
3) X-Y记录仪上变形曲线发生突变;
4) 试件突然发生“嘣”的响声。
抗滑移系数,应根据试验所测得的滑移荷载 和螺栓预拉力P的实测值,按下式计