'
yw2a320 硬质合金车刀产品详情:
1. 50年的合金模具设计经验,保证产品尺寸精准:利用国际的CAD/CAM软件(UG软件)进行产品设计、模具设计及加工编程,所有模具由具有世界一流制作水平的数控可转位模具制作中心制作。
2. 先进的生产设备确保刀片质量过硬。喷雾干燥、自动压机、脱蜡—真空烧结一体炉等。
3. 技术配方及工艺制度成熟,保证刀片质量水平稳定。50余年的工艺技术,久经时间和客户的检验。
4. 焊接性能优异,不开裂,不影响使用性能。
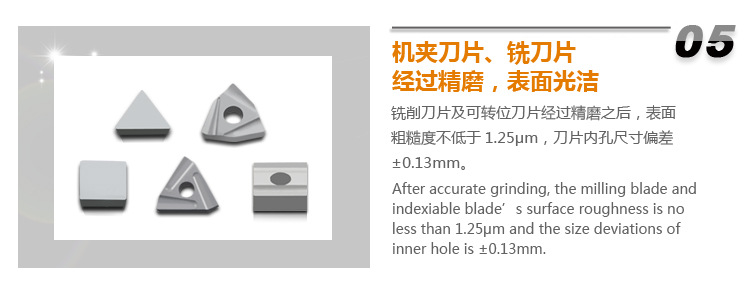
5. 铣削刀片及可转位刀片经过精磨之后,表面粗糙度不低于1.25μm,刀片内孔尺寸偏差±0.13mm。
yw2a320 硬质合金车刀产品展示(100%实物拍摄)



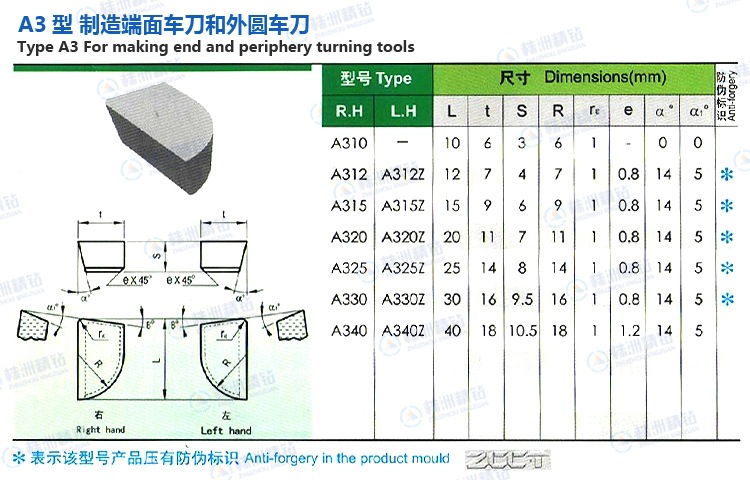
yw2a320 硬质合金车刀型号尺寸详解
yw2a320 硬质合金车刀的九个使用要点:
1、焊接式切削刀具结构应具有足够的刚性
足够的刚性是以最大允许的外形尺寸以及采用较高强度的钢号和热处理来保证.
2、硬质合金刀片应固定牢靠
硬质合金焊接刀片应有足够的固定牢靠程度,它是靠刀槽及焊接质量来保证的,故要根据刀片形状及刀具几何参数选择刀片镶槽形状.
3、认真检查刀杆。
在将刀片焊接至刀杆上以前须要对刀片,刀杆进行必要的检查,首先应检查刀片支承面不能有严重弯曲.硬质合金焊接面不得有严重渗碳层,同时还应将硬质合金刀片表面及刀杆镶槽中的污垢进行清除,以保证焊接牢靠.
4、合理选用焊料
为了保证焊接强度,应选择合适的焊料.在焊接过程中,应保证良好的湿润性和流动性,并排除气泡,使焊接与合金焊接面充分接触,无缺焊现象.
5、正确选择焊接用熔剂
建议采用工业硼砂,在使用前应在烘干炉中进行脱水处理,然后进行碾碎,过筛去除机械杂物,待用.
6、选用网状补偿垫片
在焊接高钛低钴细颗粒合金及焊接长而薄的合金刀片时,为减少焊接应力,建议采用厚度为0.2- -0.5mm的薄片或网孔径2--3mm的网状补偿垫片进行焊接.
7、正确采用刃磨方法
由于硬质合金刀片脆性较大,对裂纹形成敏感性强,所以刀具在刃磨过程中应避免过热或急冷,同时还要选择合适粒度的砂轮及合理的磨削工艺,避免产生刃磨裂纹,影响刀具使用寿命.
8、正确安装刀具
在安装刀具时,刀头伸出刀架的长度应尽量小,否则,容易引起刀具震动,从而损坏合金片.
9、正确重磨、研磨刀具
刀具使用达到正常磨钝时,必须进行重磨,重磨后的刀具,一定要用油石对刃口及刀尖圆角进行研磨,这样会提高刀具的使用寿命及安全可靠性。
钻石牌合金刀片全国销量第一的秘密:




直接从株洲精钻购买钻石牌合金刀片的5大理由:




更多yw2a320 硬质合金刀片价格硬质合金车刀产品相关信息请登录:http://www.jzyzhj.cn
联系人:宾 娟
电话:0731-22031856 18673435851
QQ:297757698
欢迎来电垂询,我们将尽心为您提供所需产品信息资讯。
购买硬质合金,首选株洲精钻。
【特别说明】
1、因型号规格不同,重量会有差异,实际重量以实物为准。
2、因型号规格不同,市场也经常波动,实际价格以电话沟通为准。



…………………………………………………………………………………………………………………………………………………………………
想了解最新、最全的硬质合金(钨钢)供应信息吗?扫描下图二维码,就能用微信关注
中国最大的硬质合金(钨钢)产品供应信息平台--中国好钨钢!
硬质合金制品、数控刀具、合金刀头、钨钢模具、潜孔钻头 ......

'





