'
技术特点
- 装置工艺流程简单;
- 制氧规模10000m3/h以下,制氧电耗更低,投资更小;
- 土建工程量小,装置安装周期比深冷装置短;
- 装置运行和维护费用低;
- 装置运行自动化程度高,开停车方便快捷,操作人员少;
- 装置运行稳定性强,安全性高。
- 操作简单,主要部件均选用国际知名厂家;
- 采用原装进口制氧分子筛,性能优越,使用寿命长;
- 操作弹性强(负荷性优越,转换速度快)
工作原理
空气中的主要成分是氮和氧,利用环境温度下,空气中氮气和氧气在沸石分子筛(ZMS)上的吸附性能不同(氧气能通过而氮气被吸附),设计适当的工艺过程,而使氮和氧分类制得氧气。氮气在沸石子筛上的吸附能力比氧气强(氮与分子筛表面离子的作用力强),当空气在加压状态下通过装有沸石分子筛吸附剂的吸附床时,氮气被分子筛吸附,氧气因吸附较少,在气相中得到富集并流出吸附床,使氧气和氮气分离获得氧气。当分子筛吸附氮气至接近饱和后,停止通空气并降低吸附床的压力,分子筛吸附的氮气便可以解析出来,分子筛得到再生并可重复利用。两个以上的吸附床轮流切换工作,便可连续生产出氧气。
氧气和氮气的沸点接近,两者很难分离,一起在气相中得到富集。因此变压吸附制氧装置通常只能获得浓度为90-95%的氧气(氧的极限浓度为95.6%,其余为氩气)又称富氧。与深冷空分相比,后者能制成99.5%以上浓度的氧气。
气中的其他微量组分。二氧化碳和水分在通常的吸附剂上的吸附能力一般要比氮和氧大的多,可在吸附床内添加合适的吸附剂(或利用制氧吸附剂自身)使其被吸附清除。
制氧装置所需的吸附塔数目取决于制氧规模、吸附剂性能和工艺设计思路,多塔操作时运行平稳性相对更好一些,但设备投资较高。目前的趋势是:使用高效制氧吸附剂尽量减少吸附塔数量并采用短操作周期,以提高装置的效率并尽可能节约投资。
技术指标
产品规模:100-10000Nm3/h
氧气纯度:≥90-94%,可根据客户实际要求在30-95%范围内调整。
制氧电耗:氧气纯度为90%时,折合为纯氧的电耗(有用功)为0.32-0.37kwh/Nm3/氧气压力:≤ 20Kpa(可增压)
年开工率:≥95%
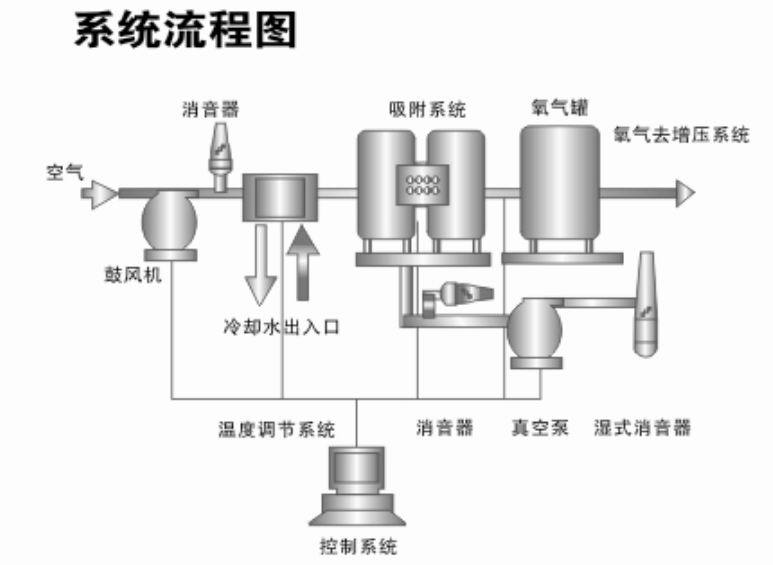
系统流程图:
项目 类别 | 深冷空分制氧装置 | VPSA制氧装置 |
分离原理 | 将空气液化,根据氧和氮沸点不同达到分离 | 加压吸附,抽真空解吸,利用氧氮吸附能力不同达到分离。 |
工艺特点 | 工艺流程复杂,需压缩、冷却/冷冻、预处理、膨胀、液化、分馏等,操作温度低于-180℃ | 工艺流程简单,仅需压缩/抽真空分离;操作温度为常温 |
装置主要特点 | 运动部件多,结构复杂,配套一起控制元件多;离心空压机(或无油空压机)、汽水分离器、空气纯化器、热交换器、活塞式膨胀机,股票氯气分离塔 | 运动部件少、设备简单配套仪器控制元件少。鼓风机、吸附塔、真空泵、氧气储罐 |
操作特点 | 操作复杂,无法随用随开。由于是在超低温下进行的,因此设备在投入正常运行之前,必须有一个预冷启动、无效耗能的过程(低温积液以及加温吹扫)。开机及停机时间越长,次数越多,成品气的单位能耗也随之增长。操作控制及监控点多且复杂,需定期停机检修和保养。操作人员需要长时间专业技术培训,并且需具有丰富的实践操作经验。 | 操作简单随用随开。操作控制及监控全部由PLC实现,开车及停机时间短,小于5分钟。并且连续运行停机多长都不会影响工况。无须定期停机检修和保养。操作人员经过段时间技术培训即可上岗操作 |
使用范围 | 需要氧气、氮气及氩气多种气体产品;氧气纯度大于99.5% | 提取单一气体,纯度90-95% |
维护特点 | 离心空压机、冷凝蒸汽机、膨胀机因精度及要求高,分馏塔中的换热器的检修需专门配备经专业技术培训并且有经验的人员 | 鼓风机、真空泵及程控阀维护均属于常规维护,可由普通维护人员完成 |
土建及安装特点 | 机组复杂、占地面积大,需专用厂房、分馏塔需防冻基础、工程建筑造价高。需有安装空分经验的安装队伍,安装周期长,难度高(分馏塔),安装费用高 | 机组结构外形小,占地面积省,常规安装,安装周期短、费用低 |
自动程序安全性 | 机组多,尤其采用高速透平膨胀机时,易因故障而影响设备正常运行。同时需配备熟练操作人员看管。超低温甚至高压运行,有发生爆炸的危险及多起案例。 | 开机后可全自动程控无人化运行。因是在常温低压下运行,无不安全因素 |
纯度调整 | 纯度调整不方便,制氧成本高 | 纯度调整方便,制氧成本低 |
制氧成本 | 能耗:大约1.25kw/m3 | 能耗小于0.35kwh/m3 |
总投资 | 投资高 | 投资低 |




















'






