'
型号:STA标准型气液增压缸
STA标准型气液增压缸:本产品结构合理,操作方便,快捷,稳定,出力大。可订制出力1-130吨。安装方式为正装或水平安装。
操作说明
·产品名称:STA标准型气液增压缸
·作动方式:双动
·作动条件:4~7kg/cm²压缩空气
·液压抗磨油:VG68#抗磨液压轴
·工作温度:0~60℃
·操作速度: 50~40mm/s
·油缸耐压:300kg/ cm²
·气缸耐压:12kg/ cm²
·预压行程公差:+1.00mm 0.00mm
·力行程公差:+0.20mm 0.00mm
·工作频率:25~45次/min(与行程长短成反比)
·高压出力:1~80吨
产品特点
·结构合理,维护保养简便;
·出力速度平稳,工作状态稳定;
·适用于:挤压,弯曲,冲孔,成型,铆合,
修毛边,装配及等作业:
·安装方式:正装
·可接受特殊规格订制
使用范围
适于机械设备、气液增压器设备、印刷设备,金属制品、电池设
备、电声设备、压力机械、自动化设备,高周波设备,锂电池设备,电声设备,
纸塑设备,铆接设备,自动化设备,机电设备,印刷机械,成型机械,橡胶机
械,冶金机械,金属制品等.
气液增压缸使用原理:
1 气液增压缸又叫液压增力气缸,以压缩空气作动力,由气液转换器、增压气缸和液压缸等三部分组成,以压缩空气为动力源,利用增压气缸初、次级活塞面积大小的比例将压力提高七十倍,使低气压转换成高油压作用在气缸的活塞上,瞬间产生强大的推力。
1.2 气液增压缸运 动三行程:空行程:即快进行程,指从气缸完全返回状态到上模接触工件,气缸走过的距离范围。增力行程:即工作行程,液压系统增压,推动活塞杆走过的距离, 力行程是总行程中的某一段,用做工作行程。返回行程:增力行程结束之后,在气动系统作用下,液压增力气缸快速复位,准备下次工作。
1.3 气液增压缸特点:增压缸集气动与液压技术优点于一体,纯气动工作,采用 0.4-0.8MPa 的压缩空气驱动,气缸输出推力 1t-100t,需液压泵源与控制元件等装置。增压缸不仅克服了气动压力低及液压易漏油的缺点,而且还具有气动与液压两者的优点,输出力大、能耗低、工作效率高、耐磨损、低噪声、无油污染。增压缸科学的实现了将加工的工艺过程,依据外载的变化合理地分为三个过程,并对不同过程的不同外载分别施加不同的主动压力,因此该技术广泛应用于五金、电子、电器、汽车、机械、钟表、仪器等众多行业的装配、落料、切割、成型、翻边、压入、铆接、冲缝、校准和压印等工序。
2 气液增压缸选型
以冲压成型工序为例介绍气液增压缸的选型。
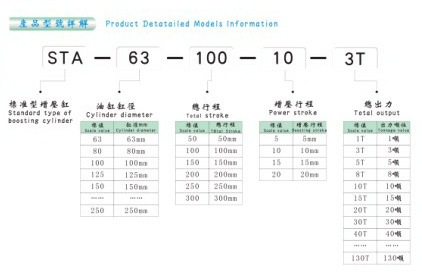
气液增压缸型号表示方法:
2.1 根据工件成型前后的形状可确定所需的增压行程,一般厂家采用5mm、10mm、15mm及20mm四种规格。
2.2 根据装卸件所需空间可确定所需的总行程,厂家采用50mm、100mm、150mm、200mm、250mm、300mm、350mm、400mm等不同的规格。
2.3 根据成型时所需的冲压力、现有的气源压力可确定所需的最大输出压力
2.4 根据最大输出压力可确定气液增压缸内径,气液增压缸内径与输出压力对比
3 气动控制原理
3.1 手动控制原理图 将工件放到下模上,手拨动阀8,使阀6进气,冲头2快速接近工件。手拨动阀7,使阀5进气,冲头2冲压工件成型。手先拨动阀7,在拨动阀8,使冲头2快速 退回。由于该方案使用的元件较少,成本低,并且纯气动工作,不需要其他的动力源,因此此方案是工装或设备调试之初的首选控制方案。在正式使用时,有时为了 提高生产效率,将手解放出来拿件,这时可以将手动换向阀换成脚踏开关。
3.2 具有外部控制电路的气动控制系统 将工件放到下模上,阀8动作,使阀6进气,冲头2快速接近工件。冲头2接触到工件后,气液增压缸内 压力上升,压力开关11动作,使阀7动作,阀5进气,冲头2冲压工件成型。延时5s后阀7、8分别动作,使阀4、3进气,冲头2快速退回。该方案需配备电 控柜,还可与机械手装卸件相配合,实现生产线的自动化。与纯手动系统相比成本较高,但自动化程度高,操作安全,因此此方案在自动化要求较高的场合应用广 泛。

'






