我们公司是位于“模具之乡”黄岩。在黄岩这座拥有几千家模具工厂的地方,我们凭着自己过人的技术,已经走过了10,我们公司不断的吸收借鉴其他周转箱模具厂家的生产经验然后有目的的吸收一些精华的东西加上自己在工作中获取的经验教训,不断的创新与发展,现在已经拥有了一整套的箱子类模具的生产技术。精益求精是我们公司在技术上的不断要求,在每一次的生产的背后都是一次技术上的进步,现在我们的技术水平在箱子类模具行业里面已经是处于领先。我们公司是一个靠实力技术发展起来的厂家。
客户可提供图纸(3D或2D)或样品及要求条件来我公司订做模具。
联系电话:18806572814 Q Q: 2608844950 联系人:汪先生

原产地 | 浙江,中国(大陆) |
型号 | X-1 |
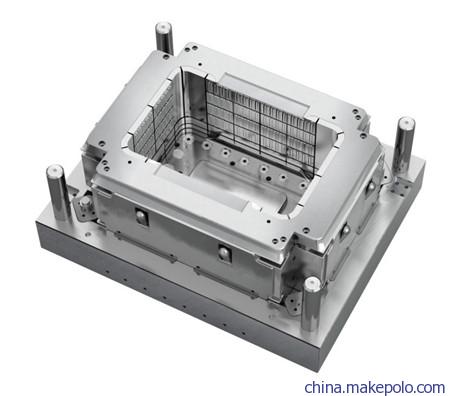
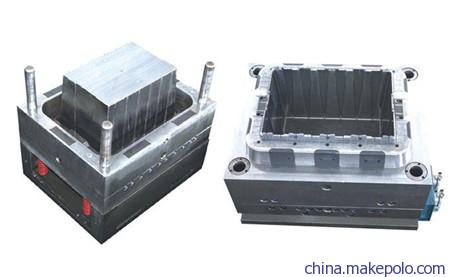
模具名称 | 箱子模具 |
产品材料 | 塑料(PP,PE,PC,PMMA等) |
出数/腔数 | 单腔或多腔 |
机器 | 精雕、数控铣 |
模具材料 | 45#, P20, H13, 2316,3Cr13,718, 2738, S136, SKD61 STAVAX 等 |
热流道 | YUDO |
模架 | 45#模架 |
处理 | 热处理 |
模具配件标准 | 国际标准配件 |
设计使用的软件 | UG, PRO-E, SOLIDWORKS, AUTOCAD |
模具寿命 | 50万模次 |
交贷期 | 60days |

1. 诚信守信,准时交货。
2. 可提供OEM,客户的任何资料我们最后都会全部交付。
3. 良好的售后服务,任何问题我们24小时内给你提供解决方案。
4. 可根据客人样品或图纸定做,我们也可以为客户提供相似的样品。
5. 多年的箱子模具经验,是您信赖的选取择,因为用心,所以专业。
6. 您可以在我们工厂看到大量的箱子模具。因为我们厂专业从事箱子注塑料
模具制作。
7. 价格合理,高质量高品质模具寿命长达70万模次。箱子模具追求的是:
多产量、高速度、超薄壁.您对这样的要求,我们可以做到。

日用品行业:周转箱模具(杂物储物箱模具、内衣收纳盒模具、化妆品收纳盒模具、抽屉式储物箱模具、分格周转箱、整理行李箱模具、蔬菜储物箱模具、家用折叠箱模具、米盒模具,碗盘收纳箱、钓鱼箱模具),塑料椅子模具,塑料凳子模具,塑料桌子模具,塑料盆类模具,好神拖模具,储水桶模具,垃圾桶模具,纸篓模具,儿童玩具模具。
工业行业:塑料托盘模具,周转箱模具,一次性水果周转箱模具,啤酒周转箱模具,工具箱模具,化工桶模具,社区垃圾桶模具,机械设备塑料配件。
医用行业:医用储物箱模具,药箱模具。

我们努力的为每一位客户服务。不管你是不是我们的客户,只要你相信我们,你提出的问题,只要我们知道的一定会如实的回答你。下面我们就看看一些朋友常问我的一些周转箱模具在试模的时候遇到的问题。
问:周转箱制品粘着模腔是什么原因?
答:制品粘着在模腔上,是指塑件在模具开启后,与设计意图相反,离开型芯一侧,滞留于模腔内,致使脱模机构失效,制品无法取出的一种反常现象。其主要原因是:
(1)注射压力过高,或者注射保压压力过高。
(2)注射保压和注射高压时间过长,造成过量充模。
(3)冷却时间过短,物料未能固化。
(4)模芯温度高于模腔温度,造成反向收缩。
(5)型腔内壁残留凹槽,或分型面边缘受过损伤性冲击,增加了脱模阻力。
问:周转箱制成品粘着模芯是什么原因?
答:主要原因有三个:
(1)注射压力和保压压力过高或时间过长而造成过量充模,尤其成型芯上有加强筋槽的制品,情况更为明显。
(2) 冷却时间过长,制件在模芯上收缩量过大。
(3)模腔温度过高,使制件在设定温度内不能充分固化。
(4)机筒与喷嘴温度过高,不利于在设定时间内完成固化。
(5)可能存在不利于脱模方向的凹槽或抛光痕迹需要改进。
问:周转箱制成品粘着主流道是什么原因?
答:主要原因有五个
(1)闭模时间太短,使主流道物料来不及充分收缩。
(2)料道径向尺寸相对制品壁厚过大,冷却时间内无法完成料道物料的固化。
(3)主流道衬套区域温度过高,无冷却控制,不允许物料充分收缩。
(4)主流道衬套内孔尺寸不当,未达到比喷嘴孔大0.5~1 ㎜。
(5)主流道拉料杆不能正常工作。
问:那么遇到这三个问题怎么样才能解决尼?
答:一旦发生上述三种情况,首先要设法将制品取出模腔(芯),不惜破坏制件,保护模具成型部位不受损伤。仔细查找不合理粘模发生的原因,一方面要对注射工艺进行合理调整;另一方面要对周转箱模具成型部位进行现场修正,直到认为达到要求,方可进行二次注射。
我们不但可以为你打造完美的模具,也为你提供最优质的服务,我们的承诺是一个客户就是一辈子的朋友。给我一次机会,也让你自己多一次的选择机会。

地 址:浙江省台州市黄岩西城工业区西城模具城内
联系人:汪先生
联系电话:18806572814
微 信 号:18806572814
Q Q:2608844950
Address:west mould industial area Huangyan Zone,Taizhou City,Zhejiang Province,China.
邮编 P.C:318020
Tel:+86 18806572814
QQ:2608844950 E-mial:2608844950@qq.com