使用安全光栅,确保安全生产
机身设计符合人体工程学
一机多用,胎模可根据生产的需要进行更换,系统自带自动识别装置(至少可储存20套胎模数据),可生产多种产品。设备能实现快速更换模具,全自动对接,换模周期少于15分钟。
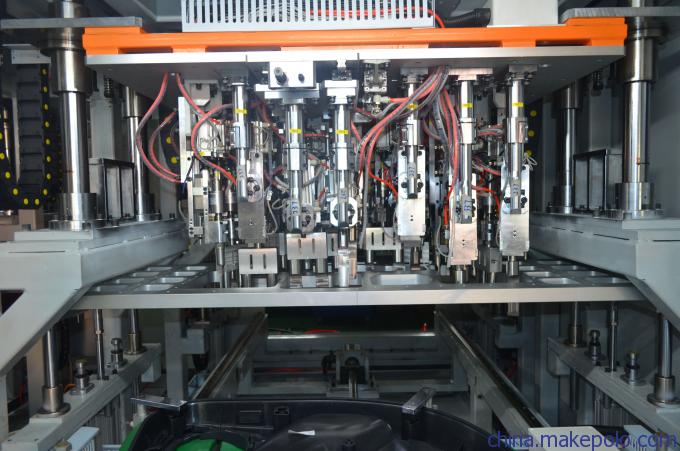
压紧装置:设有弹性,柔性结构,方便设备调试。 气动深度控制:设有缓冲机械定位结构,确保热铆焊接效果。通过电磁阀与空气诱导止回阀相互配合来实现对气缸的精确定位。从而实现热铆焊头在设定位置进行预热,约束3-5秒,然后慢慢往下压,确保了焊接质量。吹气结构(非必须):每组热铆焊头均有独立冷却系统,确保焊接质量。
您对此产品的咨询信息已成功发送给相应的供应商,请注意接听供应商电话。
对不起,您对此产品的咨询信息发送失败,请稍后重新发起咨询。