滚珠丝杠(滚珠丝杆)硬车加工滚道超硬刀片(质量稳定,耐磨)-华菱品牌
滚珠丝杆一般材质采用45号钢,圆钢,GCr15等通过热处理后获得了很高硬度(HRC50-HRC62)之间,由于滚珠丝杆细长轴,表面硬度也高因此给加工带来了难题,硬质合金刀片在硬车加工滚珠丝杆滚道时磨损量很快影响加工效率,然而更换成陶瓷刀具(性能硬而脆)加工滚珠丝杆滚道出现崩刃,蹦块问题。而且是两个切削刃均车削加工以致于生产成本增加。华菱品牌 刀片材质:BN-S20 在硬车加工滚珠丝杆滚道体现出刀片的耐磨性,红硬性,耐高温性。BN-S20牌号数控刀片:采用非金属粘合剂制成的中晶粒立方氮化硼整体烧结刀片,特点是可大余量粗加工淬硬钢,由于采用非金属结合剂烧结,避免了刀片切削温度过高造成的刀片寿命降低问崩刀火烧刀得问题。
滚珠丝杆属于细长轴,其刚性差,因此线速度有所限制,在硬车滚珠丝杆滚道时尽量把转速降低,切刀深度降低从而能够保证运转的平稳性,刀具寿命延长,表面粗糙度很好,尺寸稳定好。
磨制滚珠丝杠以车代磨硬车工艺:
滚珠丝杠以车代磨硬车滚道工艺难点,滚珠丝杠Gcr15,45号钢淬火后硬度一般在HRC62左右;滚珠丝杠以车代磨工艺是指对淬火后的丝杆直接车削滚道:以φ60直径滚珠丝杠为例,其淬火后硬车滚道加工工艺为:
60圆钢淬火----粗车滚道(0.5mm吃刀制滚道,主副偏角都吃刀)---精车(0.2mm吃刀深,根据直径和变形酌情增减)。
滚珠丝杠以车代磨切削参数:普车转速80—120(线速度约25m/min);数控车转速560转(线速度约100m /min) ;
车床6130---15刀方或20刀方;中置45度车刀;总共切掉10mm左右的90度槽---然后精磨滚珠丝杠滚道圆弧/采用刀具精车或硬旋铣滚珠丝杠---用可修磨的BN-H10材质尖刀车滚道根部油槽底。
BN-S20材质刀片精加工滚珠丝杆滚道后,粗糙度高出采用旋风铣加工滚珠丝杠的光洁度。
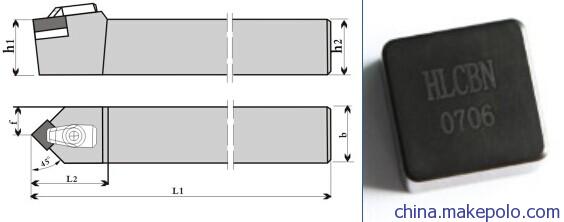
硬车加工滚珠丝杆滚道常用刀杆型号:CSDNN2020(中置45度车刀杆)
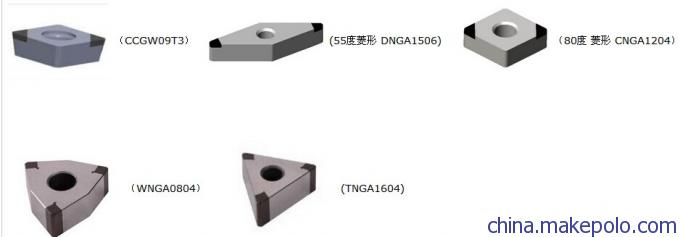
硬车加工滚珠丝杆滚道常用刀片型号:SNMN0904
采用BN-H10材质尖刀车滚道根部油槽底,此材质刀片精车高,耐磨性好,耐高温,抗冲击性强,韧性好。精车图片如下:
华菱超硬整体式刀片产品特点:适合于灰铁、球铁、高硬度的合金铸铁等材料的粗加工和半精加工;适合于硬度大于HRC45合金钢、淬火钢等粗加工和半精加工;适合于高速连续切削和中、低速断续切削。
华菱超硬焊接复合式刀片产品特点:高耐磨性和高耐冲击性兼具;既能加工铸铁,又能加工淬火钢;既能干式切削又能湿式切削;能够进行连续、断续的车削、铣削。
凡是购买我司郑州华菱 超硬刀具 均 质量三包,全程技术跟踪服务。
滚珠丝杠(滚珠丝杆)硬车加工滚道超硬刀片(质量稳定,耐磨)-华菱品牌





