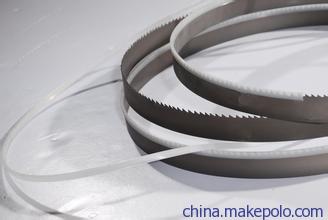
保定胜阳锯切设备有限公司专业生产带锯条(联系人:张经理,手机:15631267132网址:)
使用带锯条需要注意的几个方面: 1、 磨合。我们都知道新的机器都有磨合期,目的是使各个机 件配合的更好,提高各机件使用寿命。锯条进行磨合是要通过自然磨损的形式,去除掉齿尖加工时的毛刺。如果锯条不“磨合”立即进行正常切削,将会引起齿尖卷刃,甚至引起齿尖早期切断,从而缩短锯条寿命,且锯切质量也不高。 一般新锯条的磨合期,其线速度及带锯机进给速度比正常状态时要低30%。 被锯切材料基本是型材,它们对锯条形成冲击性负载。相对实心棒料,它们对锯条影响更厉害些。因此对新锯条的磨合就更为重要。 2、 合理选择齿形。说几齿几齿带锯条都是指的一英寸有几个 齿。比如,6齿锯条就是说该带锯条每一英寸长度有6个锯齿。4变6齿锯条就是同一条锯条即有每英寸4个齿又有每英寸6个齿呈周期变化。壁厚越厚的型材需锯条的齿形应越大,壁厚薄的型材选锯条齿形小的。主要目的就是尽量减小被锯切材料对齿尖的冲击,尽可能地在同一切削长度上有更多的齿在工作,以减少每个锯齿的受力。 3、 目前市场带锯条的确良莠不齐,伪劣假冒锯条很多。要选 择大公司大品牌带锯条,这样出现问题的几率就很小。 三、 提醒在操作时几点需注意的事项: 1、 新锯条拿来后,在上带锯机前首先检查锯条齿尖的方向是 否正确。正确的方向应该是齿尖的方向与它的运动方向一致(在宇通公司G4040带锯机上,齿尖运动方向是逆时针),如不对将锯条翻转一下即可,很容易。通常锯条出厂时齿尖的方向都是对的。 2、 一旦锯条在某个锯缝打了锯齿,换上新锯条后一定不要在该 缝接着锯,应该换个地方从头锯。原因有二:一是被锯切材料在此处可能有硬点或杂质;二是打掉的锯齿尖可能嵌在锯缝里形成新的硬点。否则,新锯条还是要打锯齿。 3、 为了准确定尺,往往要把被锯切材料齐头。请注意齐头时被 锯下来的料头一定要大于锯条与接料盘之间的缝隙。如某台锯床该缝隙为2CM,那么齐头锯下来料头致少要大于2CM。若料头小于2CM,锯下来的料头就有可能挤在该缝隙内,会严重损坏锯条。 4、 公司一般都是采用成捆锯切,少则几根,多则十几根、 几十根。这种情况锯切必须保证每一根材料都要有效的被夹紧。其中任意一根料松动一下就会立刻打伤锯条。尤其要避免不同规格的型材同一捆锯,因为这样很难保证每一根料都被有效夹紧。 因为G4040带锯机工件夹紧力及锯条的涨紧力,都是由 锯机系统油压提供,因此锯机的油压须在正常值。 5、 要合理的选择带锯机的进给速度及锯条线速度。每台设备 和工具都有其最理想的工作状态,超过限度则欲速而不达。比如:直径100MM、45#钢棒,对于我们这个品牌和材质的锯条,它的正常工作状态是:线速度54M/MIN,进给速度约50平方厘米。直观看应该在1分半至2分钟完成锯切。 型材对锯条是冲击性负载,等于带锯条所处工作环境更差一些,合理选择进给速度及线速度也是非常重要的。总之过快的速度极易造成齿尖温度急剧上升,使得齿尖退火,硬度降低,损伤锯条。 5、 被锯切材料材质不同,对带锯条使用寿命影响也不同。 有些材料有杂质或硬点现象也是时有发生。型材及焊接管的焊缝出现这样情况也避免不了。碰到这种情况,如上述就要更换个部位再锯。千万不可在原锯缝用新锯条继续锯。
保定胜阳锯切设备有限公司
联系地址:北二环植物园南侧
联系人:张经理 销售地址保定市三丰西路198号光华综合楼303室
电 话:5906161
手机:15631267132张经理
网址:
邮箱:ZGWK5858@163.com
电话:一五六三一二六七一三二