
AODA-201型高效率电火花取断丝锥机





参数
·输 入 电 源: AC220V 6A
·手 动 行 程: 300 mm
·主轴伺服行程: 100mm
·最 大 功 耗: 650W
·装夹电极: MAX Φ6.5
·工 作 液: 清洁自来水或蒸馏水
·耗 材 : 黄铜电极管、黄铜电极棒、黄铜电极片
·水 泵 : 品牌 意大利 OLAB,扬程 1(m) 流量 650 cm3/min (±15%)
·加 工 范 围 : M2—M30
组成部分
1、 电源箱 : 模块化设定,一键操作,方便快捷。
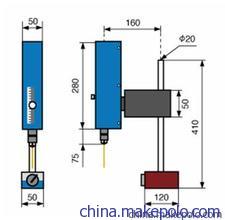
2、 机械装置: 双轨设计,运行平稳;机头可旋转±90度;伺服行程长达100mm,加工深孔无需换位。
3、 磁力表座: φ20不锈钢升降轴,刚性强。
| 长 | 宽 | 高 | 重量 |
电器箱 | 330mm | 270mm | 200mm | 12kg |
主机 | 240mm | 57mm | 410mm | 8kg |
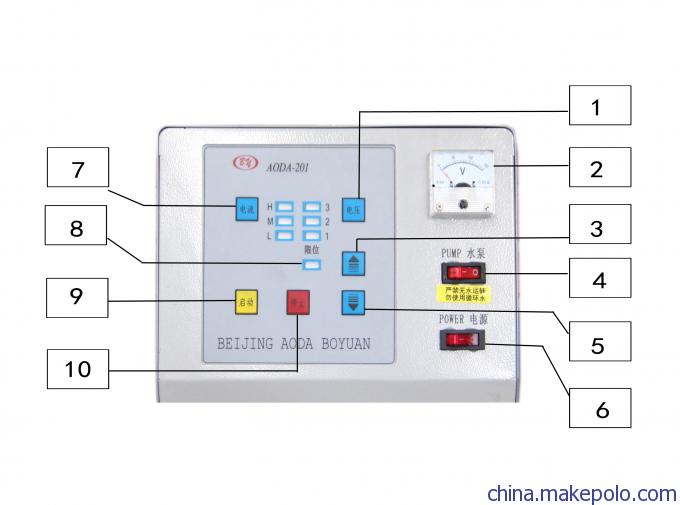
序号 | 名称 | 序号 | 名称 |
1 | 伺服电压选择 | 6 | 电源开关 |
2 | 加工电压指示表 | 7 | 加工电流选择 |
3 | 主轴向上升 | 8 | 限位指示灯 |
4 | 水泵开关 | 9 | 开始加工 |
5 | 主轴向下降 | 10 | 停止加工 |

序号 | 名称 | 序号 | 名称 |
11 | 脉冲输出线插头 | 15 | 电源插口 |
12 | 保险座 | 24 | 进水口 |
13 | 散热风扇 | 25 | 出水口 |
14 | 主机伺服线插头 |
|
|

序号 | 名称 | 序号 | 名称 |
15 | 磁力表座 | 20 | 电极夹头 |
16 | 升降臂 | 21 | 鳄鱼夹(接工件) |
17 | 升降臂锁紧把手 | 22 | 主轴头旋转控制把手 |
18 | 升降轴 | 23 | 机头冲水接头 |
19 | 定深锁紧螺钉 |
|
|
操作
(一) 加工准备
1、 接通电源线:用适当的连线接通220V电源(插座连接地线,保证用电安全)
2、 把磁力表座(15)吸到工件上(如果是大工件),然后把电极连线卡子(21)可靠地连接在工件上,蓝色线(或黑色线)接到主轴上的M4螺钉上。
1、 将电极线插头和主机伺服线插头分别插入电源箱后面板的11和14接口,并锁紧
2、 把电极棒插入电极卡头(20)中。
如果想使用大于φ6.5mm电极时,可在电极前端加工出一处φ6×15,使电极能够放入钻卡头中。
3、 检查水泵开关位置是否在关闭状态。(在加工前水泵开关应在关闭状态)
把水管(24)连接到水箱,并检查是否有充足的水源。而且水管(25)连接到(23)电极冲水接头。在加工时如果需要,可以打开水泵。
※ 注意:祛除工件表面的铁锈和油垢,以确保通电畅通
※ 注意:如果水泵开关打开,但还没有开始加工,应小心水流冲溅,
容易造成电器故障。
4、 打开电源开关(6)。
(二) 安放机械组件
1、 设定卡头位置。
可以松开(17)来调整机身位置。
注意:松开卡紧装置(17)时,小心主轴头滑下损伤工件和主轴。
2、 用主轴上下键来微调主轴位置。
主轴 | 按键 | 动作 | 停止 |
上升 | (3)主轴向上键 | 按住向上 | 松开按键选择 |
下降 | (5)主轴向下键 | 按住向下 |
〈停止〉键,用来停止加工。当加工到位,主轴会自动退到上端。
※注意:按向下键,向下移动时,小心撞到工件。
(三) 选择模式
1、 用深度控制置(19)设定加工深度。设置加工深度要考虑电极损耗。
2、 加工水深度超过加工件表面10mm时,可获得更好的加工效果。
3、 按开始加工键(9);开始加工。
4、 结束和停止加工。〈如果需要停止加工按(10)键〉。
⊙依据下列情况机械会停止加工:
a. 按加工停止键。
b. 深度已到位。
c. 或者是电极夹接触不良。
d. 有故障
(四) 设定加工参数
1、 电源部分:用(1)和(7)选择加工模式。
☆ 参考下列图表:
电极尺寸 | 模式(电流) | 伺服(电压) |
φ2.0mm以下 | L | 3 |
φ2.5-φ4mm | M | 2 |
φ5mm以上 | H | 1 |
注意:
1、 如果使用电极片加工时,可先把电极片固定在电极片夹具上,用螺丝固定好,然后将电极片夹具再放入钻夹头中,并锁紧钻夹头。此时;应检查电极片是否与工件垂直,以便及时调整。
2、 本机使用干净的自来水,如水中有杂质,应采取过滤装置,否则有可能损坏高压水泵。
3、 设定深度时,要考虑电极的损耗。
4、 电极过短可采用外部磁力给水管给水。
使用铜棒或电极片加工时,可采用外部给水管给水。
外部给水可采用磁力外部给水管给水。
故障报警
а如果出现以下故障指示灯会亮:
主轴行程已到限位
设定主轴行程已到限位(限位指示灯亮)
限位指示灯亮的时候,无法加工。当限位指赤灯不亮时,可以加工。
设定限位装置时要考虑到电极损耗。
b.当更换新电极时,主轴上升到最高限位处.指示灯会亮.
按下键(4)直到指示灯熄灭.
c.加工时电极损耗达到最底限位时。指示灯会亮。
按上键(3)直到指示灯熄灭,更换电极。
祛除折断丝锥的方法
(一) 把电极装入钻卡头中。
电极尺寸的选择:可按折断丝锥尺寸的1/2选取。 钻头和丝锥相当,如果是断螺钉,按照下表尺寸选择。
加工模式及伺服速度的选择请参考下表:
电极尺寸 | 电流 | 伺服(电压) |
Φ1-Φ2 mm | L(低) | 3(高) |
Φ2.5-Φ3.5mm | M(中) | 2(中) |
Φ4mm以上 | H(高) | 1(低) |
祛除折断丝锥的方法
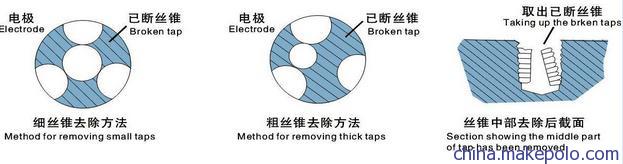
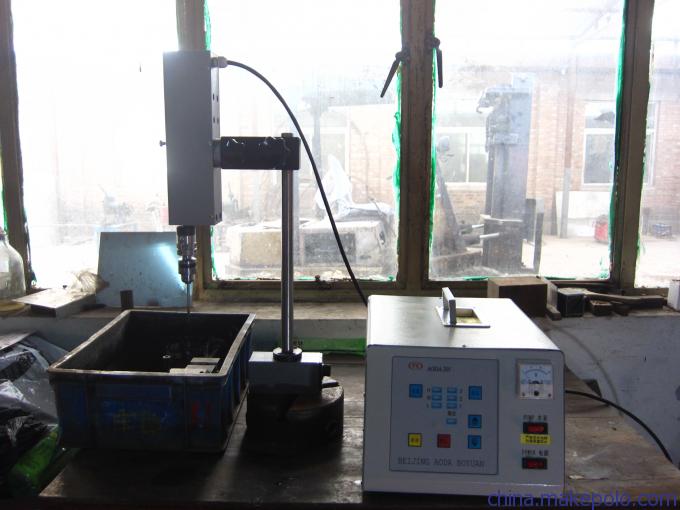
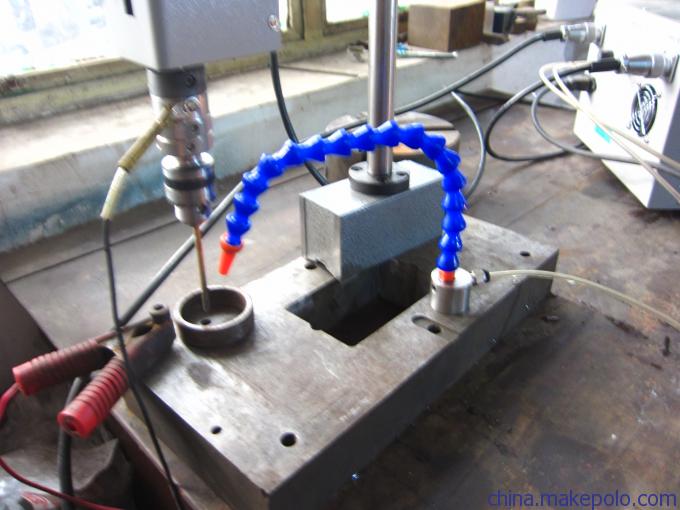
例图:小件浸水加工, 例图: 大工件,冲水(围水)加工(主机吸附在工件上)
(一) 把电极装入钻卡头中。
电极尺寸的选择:可按折断丝锥尺寸的1/2选取。 钻头和丝锥相当,如果是断螺钉,按照下表尺寸选择。
折断物 | 规格 | 推荐电极直径 | 备注 |
丝锥 | M3 | Φ1.5 | 电极要尽量短,减少抖动 |
丝锥 | M4 | Φ2.0 | 同上 |
丝锥 | M6 | Φ3.0 | 同上 |
丝锥 | M8 | Φ4.0 | 同上 |
丝锥 | M10 | Φ5.0 | 同上 |
丝锥 | M12 | Φ6.0 | 同上 |
丝锥 | M14 | 7X2 | 10X2片状电极改制 |
丝锥 | M16 | 8X2 | 10X2片状电极改制 |
丝锥 | M20~30 | 10X2 | 片状电极 |
螺钉 | M3-M20 |
| 推荐方法:打一个一字改锥口,拧下来。 |
北京奥达搏远科技有限公司
公司地址: 中国---北京
销售电话: 010-83488143 13522247115 魏先生
传 真: 010-81534544


