
小型化的THK滚珠丝杆滚珠花键BNS0812型是工具机和精密机械上最常使用的传动元件,其主要功能是将旋转运动转换成线性运动,或将扭矩转换成轴向反复作用力,同时兼具高精度、可逆性和高效率的特点。由于具有很小的摩擦阻力,滚珠丝杠被广泛应用于各种工业设备和精密仪器
小型化的THK滚珠丝杆滚珠花键BNS0812型用户选择
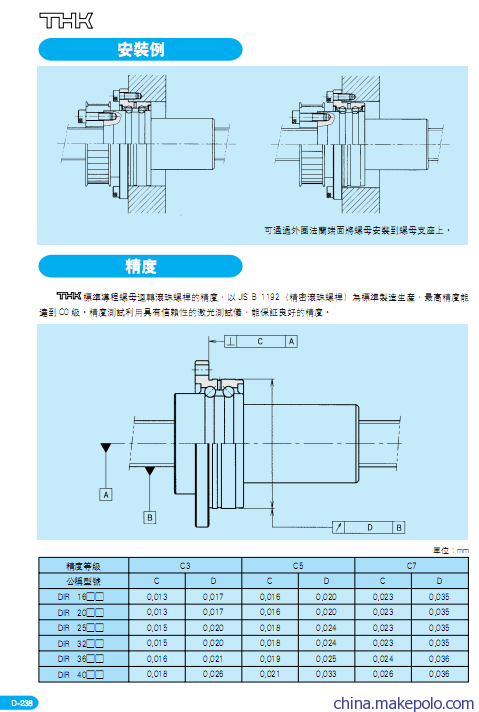
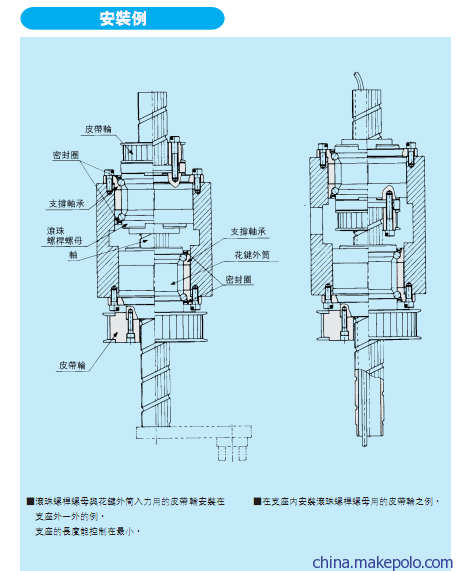
丝杆有高精度研磨加工的精密滚珠丝杠(精度分为从CO-C7的6个等级)和经高精度冷轧加工成型的冷轧滚珠丝杠轴承(精度分为从C7-C10的3个等级)。另外,为应付用户急需交货的情况,还有已对轴端部进行了加工的成品,可自由对轴端部进行追加工的半成品及冷轧滚珠丝杠轴承。作为此轴承的周边零部件,在使用所必要的丝杠支撑单元、螺母支座、锁紧螺母等也已被标准化了,可供用户选择使用。
滚珠丝杠轴承以多年来所累积制品技术为基础,从材料、热处理、制造、检查至出货,都是以严谨的品保制度来加以管理,因此具有高信赖性
小型化的THK滚珠丝杆滚珠花键BNS0812型特点
1、摩擦损失小、传动效率高
由于滚珠丝杠副的丝杠轴与丝杠螺母之间有很多滚珠在做滚动运动,所以能得到较高的运动效率。与过去的滑动丝杠副相比驱动力矩达到1/3以下,即达到同样运动结果所需的动力为使用滑动丝杠副的1/3。在省电方面很有帮助。
2、精度高
滚珠丝杠副是一般是用世界最高水平的机械设备连贯生产出来的,特别是在研削、组装、检查各工序的工厂环境方面,对温度、湿度进行了严格的控制,由于完善的品质管理体制使精度得以充分保证。
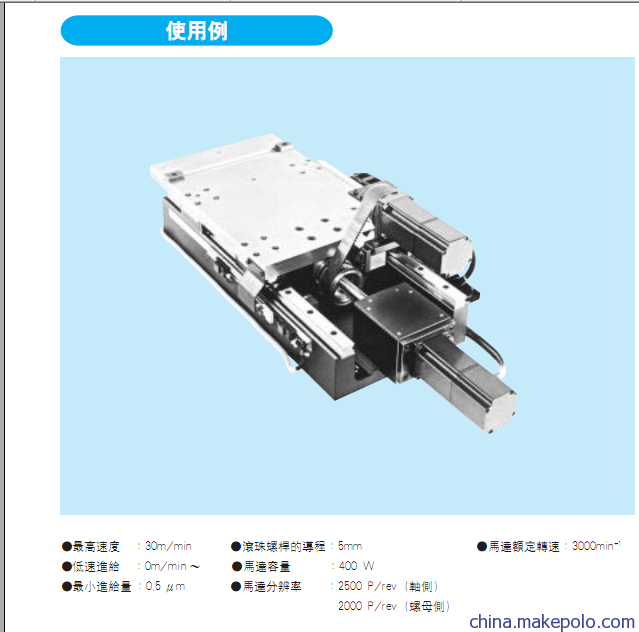
3、高速进给和微进给可能
滚珠丝杠副由于是利用滚珠运动,所以启动力矩极小,不会出现滑动运动那样的爬行现象,能保证实现精确的微进给。
4、轴向刚度高
滚珠丝杠副可以加与预压,由于预压力可使轴向间隙达到负值,进而得到较高的刚性(滚珠丝杠内通过给滚珠加予压力,在实际用于机械装置等时,由于滚珠的斥力可使丝母部的刚性增强)。
5、不能自锁、具有传动的可逆性
 大导程精
大导程精 小型化的THK滚珠丝杆滚珠花键BNS0812型循环方式
小型化的THK滚珠丝杆滚珠花键BNS0812型循环方式
常用的循环方式有两种:外循环和内循环。滚珠在循环过程中有时与丝杠脱离接触的称为外循环;始终与丝杠保持接触的称为内循环。滚珠每一个循环闭路称为列,每个滚珠循环闭路内所含导程数称为圈数。内循环滚珠丝杠副的每个螺母有2列、3列、4列、5列等几种,每列只有一圈;外循环每列有1.5圈、2.5圈和3.5圈等几种 。
外循环:外循环是滚珠在循环过程结束后通过螺母外表面的螺旋槽或插管返回丝杠螺母间重新进入循环。外循环滚珠丝杠螺母副按滚珠循环时的返回方式主要有端盖式、插管式和螺旋槽式。常用外循环方式端盖式;插管式;螺旋槽式。端盖式,在螺母上加工一纵向孔,作为滚珠的回程通道,螺母两端的盖板上开有滚珠的回程口,滚珠由此进入回程管,形成循环。插管式,它用弯管作为返回管道,这种结构工艺性好,但是由于管道突出螺母体外,径向尺寸较大。螺旋槽式,它是在螺母外圆上铣出螺旋槽,槽的两端钻出通孔并与螺纹滚道相切,形成返回通道,这种结构比插管式结构径向尺寸小,但制造较复杂。外循环滚珠丝杠外循环结构和制造工艺简单,使用广泛。其缺点是滚道接缝处很难做得平滑,影响滚珠滚道的平稳性。
2) 内循环:内循环均采用反向器实现滚珠循环,反向器有两种类型。圆柱凸键反向器,它的圆柱部分嵌入螺母内,端部开有反向槽。反向槽靠圆柱外圆面及其上端的圆键1定位,以保证对准螺纹滚道方向。扁圆镶块反向器,反向器为一般圆头平键镶块,镶块嵌入螺母的切槽中,其端部开有反向槽,用镶块的外轮廓定位。两种反向器比较,后者尺寸较小,从而减小了螺母的径向尺寸及缩短了轴向尺寸。但这种反向器的外轮廓和螺母上的切槽尺寸精度要求较高。
小型化的THK滚珠丝杆滚珠花键BNS0812型检测与维修
滚珠丝杠所产生故障是多种多样的,没有固定的模式。有的故障是渐发性故障,要有一个发展的过程,随着使用时间的增加越来越严重;有时是突发性故障, 一般没有明显的征兆,而突然发生,这种故障是各种不利因素及外界共同作用而产生的。所以通过正确的检测来确定真正的故障原因,是快速准确维修的前提。
1)滚珠丝杠螺母副及支撑系统间隙的检测与修理
当数控机床出现反向误差大、定位精度不稳定、过象限出现刀痕时,首先要检测丝杠系统有没有间隙。检测的方法有:用百分表配合钢球放在丝杠的一端中心孔 中,测量丝杠的轴向窜动,另一块百分表测量工作台移动。正反转动丝杠,观察两块百分表上反映的数值,根据数值不同的变化确认故障部位。
a)丝杠支撑轴承间隙的检测与修理
如测量丝杠的百分表在丝杠正反向转动时指针没有摆动,说明丝杠没有窜动。如百分表指针摆动,说明丝杠有窜动现象。该百分表最大与最小测量值之差就是丝杠 的轴向窜动的距离。这时,我们就要检查支撑轴承的背帽是否锁紧、支撑轴承是否已磨损失效、预加负荷轴承垫圈是否合适。如果轴承没有问题,只要重新配做预加 负荷垫圈就可以了。如果轴承损坏,需要把轴承更换掉,重新配做预加负荷垫圈,再把背帽背紧。丝杠轴向窜动大小主要在于支撑轴承预加负荷垫圈的精度。丝杠安 装精度最理想的状态是没有正反间隙,支撑轴承还要有0.02mm左右的过盈。
b)滚珠丝杠双螺母副产生间隙的检测与维修
通过检测,如果确认故障不是由于丝杠窜动引起的。那就要考虑是否是丝杠螺母副之间产生了间隙,这种情况的检测方法基本与检测丝杠窜动相同。用百分表测量与螺母相连的工作台上,正反向转动丝杠,检测出丝杠与螺母之间的最大间隙,然后进行调整。
c)单螺母副的检测与维修
对于单螺母滚珠丝杠,丝杠螺母副之间的间隙是不能调整的。如检测出丝杠螺母副存在间隙。首先检查丝杠和螺母的螺纹圆弧是否已经磨损,如磨损严重,必须更换全套丝杠螺母。
如检查磨损轻微,就可以更换更大直径的滚珠来修复。首先检测出丝杠螺母副的最大间隙,换算成滚珠直径的增加,然后选配合适的滚珠重新装配。这样的维修是比较复杂,所需时间长,要求技术水平高。
d)螺母法兰盘与工作台连接没有固定好而产生的间隙
这个问题一般容易被人忽视,因机床长期往复运动,固定法拉盘的螺钉松动产生间隙,在检查丝杠螺母间隙时最高把该故障因素先排除,以免在修理时走弯路。
e)滚珠丝杠螺母副运动不平稳、噪音过大等故障的维修。
滚珠丝杠螺母副运动不平稳和噪音过大,大部分是由于润滑不良造成的,但有时也可能因伺服电机驱动参数未调整好造成的。
2)轴承、丝杠螺母副润滑不良
机床在工作中如产生噪音和振动,在检测机械传动部分没有问题后,首先要考虑到润滑不良的问题,很多机床经过多年的运转,丝杠螺母自动润滑系统往往堵塞, 不能自动润滑。可以在轴承、螺母中加入耐高温、耐高速的润滑脂就可以解决问题。润滑脂能保证轴承、螺母正常运行数年之久。
3)伺服电机驱动问题
有的机床在运动中产生振动和爬行,往往检测机械部分均无问题,不管怎样调整都不能消除振动和爬行。经仔细检查,发现伺服电机驱动增益参数不适合实际运行状况。调整增益参数后,就可消除振动和爬行。
以下推广与本产品无关,敬请了解
自2011年4月以来,整个工程机械行业进入发展低迷期。至今已有20个月的时间。这么漫长的市场低迷期,让许多企业都感到压力重重。以某挖掘机企业为例,截至11月底的市场销量与2011年同期相比下滑了35.84%,虽然其中一半是由于消化库存所致,但是其下滑幅度仍不可小觑。贸易保护主义进一步加剧,比如巴西,在9月份对工业品进口关税进行调整之后,中国工程机械产品的竞争力大幅下降,甚至出现销售一台亏本一台的情况。此外,随着信息技术的创新变革以及商业模式的创新需求驱动,未来电子商务将与社交网络、移动互联网、位置服务等新兴平台相互借力,完美演绎 “SoLoMo”跨平台融合扩张外部发展趋势。
未来,我国电子商务发展之路正面临着长期发展的瓶颈阶段,但是我们应该坚信,经过行业、市场、企业多个层次活跃主体的不断创造与不懈前进,电子商务新型商业模式必将走向成熟,增值服务价值理念也会逐渐清晰定位,我国电子商务必将在更加广阔的舞台上大放异彩。





