

PBT 聚对苯二甲酸丁二醇酯
化学和物理特性:
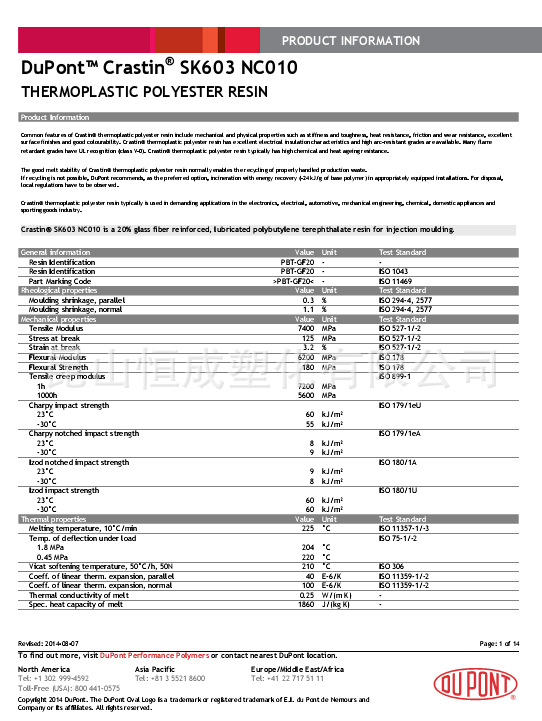
PBT是最坚韧的工程热塑材料之一,它是半结晶材料,有非常好的化学稳定性、机械强度、电绝缘特性和热稳定性。这些材料在很广的环境条件下都有很好的稳定性。 PBT吸湿特性很弱。非增强型PBT的张力强度为50MPa,玻璃添加剂型的PBT张力强度为170MPa。玻璃添加剂过多将导致材料变脆。PBT的;结晶很迅速,这将导致因冷却不均匀而造成弯曲变形。对于有玻璃添加剂类型的材料,流程方向的收缩率可以减小,但与流程垂直方向的收缩率基本上和普通材料没有区别。一般材料收缩率在1.5%~2.8%之间。含30%玻璃添加剂的材料收缩0.3%~1.6%之间。熔点(225℃)和高温变形温度都比PET材料要低。维卡软化温度大约为170℃。玻璃化转换温度(glass trasitio temperature)在22℃到43℃之间。由于PBT的结晶速度很高,因此它的粘性很低,塑件加工的周期时间一般也较低。
- PBT/SK603/美国杜邦 生产企业: 美国杜邦
①原料描述部分【查看报价】
规格级别外观颜色该料用途备注说明| 玻纤增强 其它 其它 | ||
| 20%玻璃纤维增强 | ||
③原料技术数据
| 性能项目 | 试验条件[状态] | 测试方法 | 测试数据 | 数据单位 | |
| 机械性能 | 埃佐无缺口冲击强度(lzod) | 23℃ | ASTM D-4812 | 736 | J/m |
| 挠曲模量 | 23℃ | ASTM D-790 | 6137 | MPa | |
| 埃佐缺口冲击强度(lzod) | 23℃ | ASTM D-256 | 69 | J/m | |
| 断裂伸长率 | 23℃ | ASTM D-638 | 3.3 | % | |
| 挠曲强度 | 23℃ | ASTM D-790 | 179 | MPa | |
| 拉伸强度 | 23℃ | ASTM D-638 | 117 | MPa | |
| 拉伸模量 | 23℃ | ASTM D-638 | 7482 | MPa | |
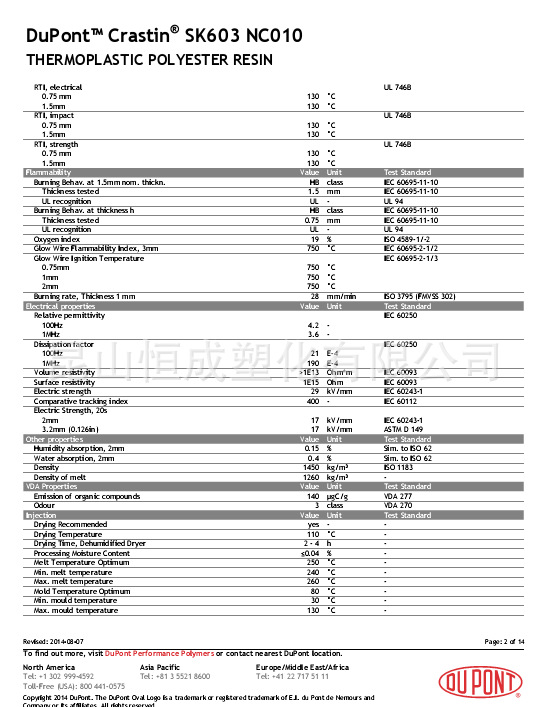
| 电气性能 | 耗电因数 | 1E3Hz/1E6Hz | ASTM D-150 | 0.006/0.019 | --- |
| 介电常数 | 1E3Hz/1E6Hz | ASTM D-150 | 3.8/3.6 | --- | |
| 介电强度(短时) | 1.6mm/3.2mm | ASTM D-149 | 22/17 | Kv/mm | |
| 表面电阻率 | --- | ASTM D-257 | 0.016E15 | Ohm | |
| 体积电阻率 | --- | ASTM D-257 | 2.3E15 | Ohm-cm | |
| 加工性能 | 加工湿度率 | --- | --- | <0.04 | % |
| 干燥时间,除湿式干燥机 | --- | --- | 2-4 | h | |
| 熔胶温度 | --- | --- | 240-260 | ℃ | |
| 模温 | --- | --- | 30-130 | ℃ | |
| 干燥温度 | --- | --- | 110-130 | ℃ | |
| 热性能 | 熔融点 | --- | ASTM D-3418 | 225 | ℃ |
| 热变形温度 | 0.45MPa/1.8MPa | ASTM D-648 | 220/203 | ℃ | |
| 其它性能 | 收缩率 | 纵向/横向 | --- | 0.4-1.1 | % |
| 比重 | --- | ASTM D-792 | 1.45 | --- | |
PBT 聚对苯二甲酸丁二醇酯典型应用范围:
家用器具(食品加工刀片、真空吸尘器元件、电风扇、头发干燥机壳体、咖啡器皿等),电器元件(开关、电机壳、保险丝盒、计算机键盘按键等),汽车工业(散热器格窗、车身嵌板、车轮盖、门窗部件等)。
注塑模工艺条件:
干燥处理:这种材料在高温下很容易水解,因此加工前的干燥处理是很重要的。建议在空气中的干燥条件为120℃,6~8小时,或者150℃,2~4小时。湿度必须小于0.03%。如果用吸湿干燥器干燥,建议条件为150℃,2.5小时。
熔化温度:225~275℃,建议温度:250℃。
模具温度:对于未增强型的材料为40~60℃。要很好地设计模具的冷却腔道以减小塑件的弯曲。热量的散失一定要快而均匀。建议模具冷却腔道的直径为12mm。
注射压力:中等(最大到1500bar)。
注射速度:应使用尽可能快的注射速度(因为PBT的凝固很快)。
流道和浇口:建议使用圆形流道以增加压力的传递(经验公式:流道直径=塑件厚度+1.5mm)。可以使用各种型式的浇口。也可以使用热流道,但要注意防止材料的渗漏和降解。浇口直径应该在0.8~1.0*t之间,这里 t是塑件厚度。如果是潜入式浇口,建议最小直径为0.75mm。

昆山恒成塑化有限公司 创建于2001年,注册于2012年。经过多年的努力经营,本公司实力雄厚、重信用、守合同、保证产品质量,并以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。本公司主要经营批发的POM、PP、PA66、PET、PC+ABS、PC、PMMA、ABS畅销消费者市场,在消费者当中享有较高的地位。公司与多家零售商和代理商建立了长期稳定的合作关系,货源稳定、保证质量!
我公司产品在昆山仕泰隆塑料城设有实体店销售,塑料原料原产原厂包装,质量保证,买家可以完全放心。店铺上图型号有限,有些产品型号没有上架,买家如有所需产品型号可以询问是否有货,欢迎询价(*^__^*)

电话:0512 86890976/13732660920
传真:0512 81860297
Q Q:415205336
旺旺:xiayanmei恒成塑化
地址:中国 江苏 昆山市 陆家镇仕泰隆J栋5号
网址:





'



