
- HDPE/HD6070UA/菲律宾NPCA
- 生产企业: 菲律宾NPCA
①原料描述部分【查看报价】
规格级别外观颜色该料用途备注说明
| 高刚性 其它 注塑 | |
| 盒及水桶、托盘和包装箱、汽车零部件 |
| 高刚性,良好的冲击强度和耐候性。 |
③原料技术数据
| 性能项目 | 试验条件[状态] | 测试方法 | 测试数据 | 数据单位 |
| 基本性能 | 熔体流动速率 | 190℃/2.16kg | ASTM D-1238-98 | 7.6 | g/10min |
| 密度 | | ASTM D-1505-98 | 0.960 | g/cm3 |
| 机械性能 | 拉伸屈服应力 | | ISO R527-1966 | 31 | MPa |
| 拉伸模量 | | ISO R527-1966 | >300 | MPa |
| 耐环境应力开裂性 | 23℃ | ISO 178-1975 | 1250 | MPa |
| 简支梁缺口冲击强度 | | ASTM D-256-97 | 6 | KJ/m2 |
| 热性能 | 熔点 | | ASTM D-2117 | 132 | ℃ |
| 导热系数 | | ASTM C-117 | 0.48 | W/m℃ |
| 热膨胀系数 | | ASTM D-696 | 2×10-1 | |
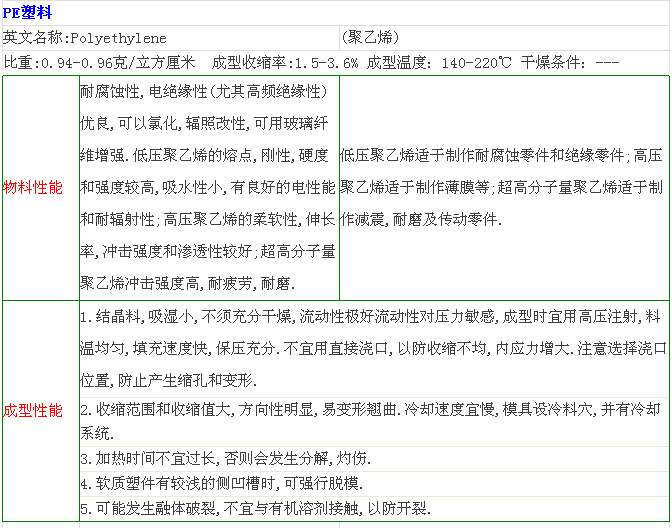
HDPE 高密度聚乙烯
典型应用范围:
电冰箱容器、存储容器、家用厨具、密封盖等。

注塑模工艺条件:
干燥:如果存储恰当则无须干燥。
熔化温度:220~260℃。对于分子较大的材料,建议熔化温度范围在200~250℃之间。
模具温度:50~95℃。6mm以下壁厚的塑件应使用较高的模具温度,6mm以上壁厚的塑件使用较低的模具温度。塑件冷却温度应当均匀以减小收缩率的差异。对于最优的加工周期时间,冷却腔道直径应不小于8mm,并且距模具表面的距离应在1.3d之内(这里“d”是冷却腔道的直径)。
注射压力:700~1050bar。
注射速度:建议使用高速注射。
流道和浇口:流道直径在4到7.5mm之间,流道长度应尽可能短。可以使用各种类型的浇口,浇口长度不要超过0.75mm。特别适用于使用热流道模具。
@联系我们
电话:0512 81860298/13732660920
传真:0512 81860297
Q Q:415205336
旺旺:xiayanmei恒成塑化
地址:中国 江苏 昆山市 陆家镇仕泰隆J栋5号
网址:





'





