'



③原料技术数据
| 性能项目 | 试验条件[状态] | 测试方法 | 测试数据 | 数据单位 |
| 基本性能 | 密度 | | ASTM D-1505 | 0.90 | g/cm3 |
| 熔体流动速率 | | ASTM D-1238 | 3 | g/10min |
| 机械性能 | 洛氏硬度 | | ASTM D-785 | 85 | R scale |
| 冲击强度 | 23℃ | ASTM D-256 | 25 | Kg cm/cm |
| 断裂伸长率 | | ASTM D-638 | 680 | % |
| 拉伸屈服强度 | | ASTM D-638 | 250 | kg/cm2 |
| 模缩率 | MD/TD | | 15/15 | 1/1000 |
| 冲击强度 | -20℃ | ASTM D-256 | 4.8 | Kg-cm/cm |
| 断裂强度 | | ASTM D-638 | 310 | kg/cm2 |
| 弯曲模量 | | ASTM D-790 | 11,000 | kg/cm2 |
| 热性能 | 热变形温度 | 4.6kgf/cm2 | ASTM D-648 | 112 | ℃ |
| 其它性能 | 阻燃性 | | UL 94 | HB | |
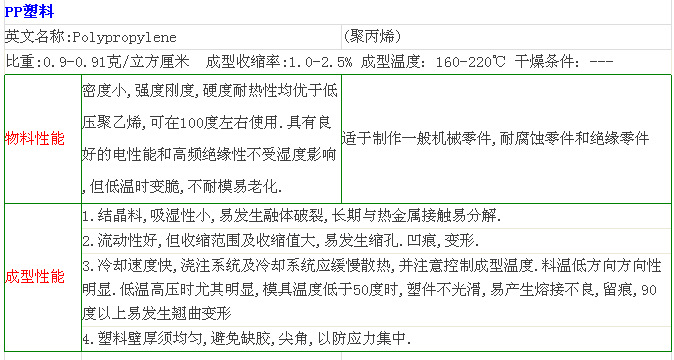
PP聚丙烯典型应用范围:
汽车工业(主要使用含金属添加剂的PP:挡泥板、通风管、风扇等),器械(洗碗机门衬垫、干燥机通风管、洗衣机框架及机盖、冰箱门衬垫等),日用消费品(草坪和园艺设备如
剪草机和喷水器等)。
注塑模工艺条件:
干燥处理:如果储存适当则不需要干燥处理。
熔化温度:220~275℃,注意不要超过275℃。
模具温度:40~80℃,建议使用50℃。结晶程度主要由模具温度决定。
注射压力:可大到1800bar。
注射速度:通常,使用高速注塑可以使内部压力减小到最小。如果制品表面出现了缺陷,那么应使用较高温度下的低速注塑。
流道和浇口:对于冷流道,典型的流道直径范围是4~7mm。建议使用通体为圆形的注入口和流道。所有类型的浇口都可以使用。典型的浇口直径范围是1~1.5mm,但也可以使用小到0.7mm的浇口。对于边缘浇口,最小的浇口深度应为壁厚的一半;最小的浇口宽度应至少为壁厚的两倍。PP材料完全可以使用热流道系统。


昆山恒成塑化有限公司 创建于2001年,注册于2012年。经过多年的努力经营,本公司实力雄厚、重信用、守合同、保证产品质量,并以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。本公司主要经营批发的POM、PP、PA66、PET、PC+ABS、PC、PMMA、ABS畅销消费者市场,在消费者当中享有较高的地位。公司与多家零售商和代理商建立了长期稳定的合作关系,货源稳定、保证质量!
我公司产品在昆山仕泰隆塑料城设有实体店销售,塑料原料原产原厂包装,质量保证,买家可以完全放心。店铺上图型号有限,有些产品型号没有上架,买家如有所需产品型号可以询问是否有货,欢迎询价(*^__^*)

电话:0512 86890976/1373266092
传真:0512 81860297
Q Q:415205336
旺旺:xiayanmei恒成塑化
地址:中国 江苏 昆山市 陆家镇仕泰隆J栋5号
网址:





'






