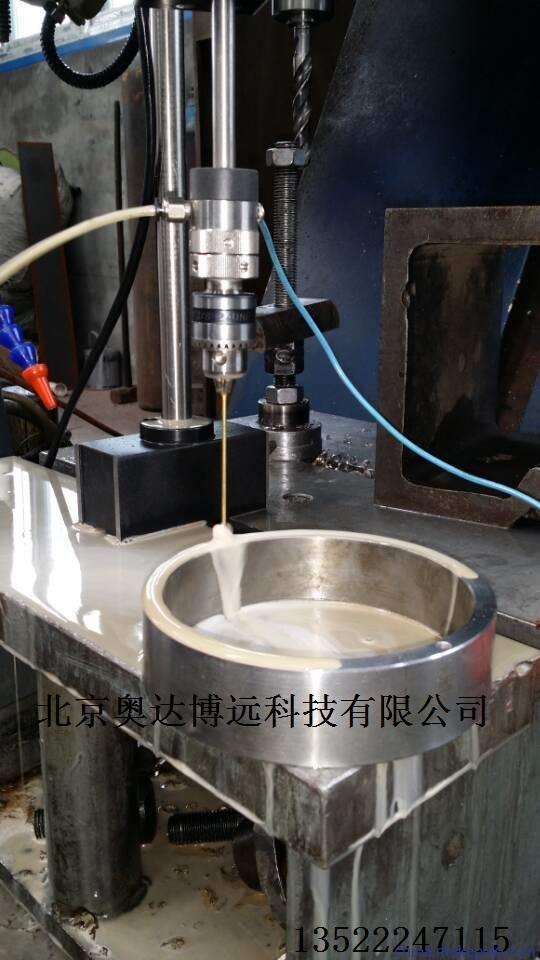
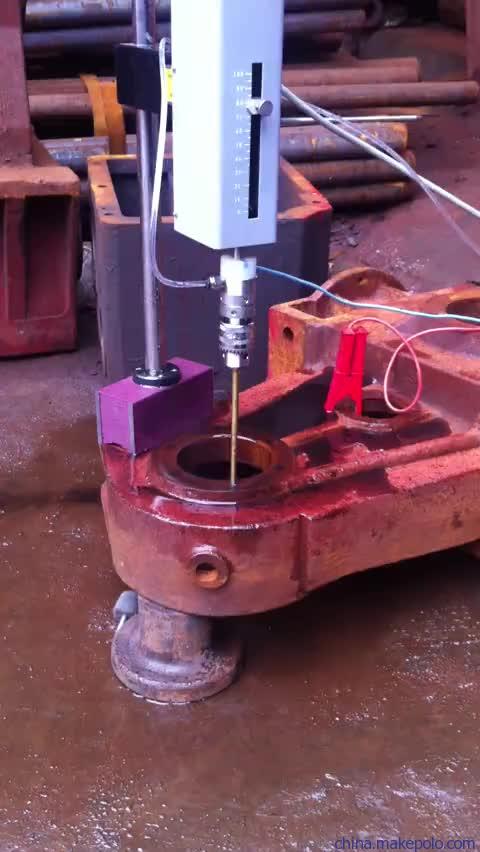
电火花取断丝锥机


适用范围:
1、去除折断在工件中各种直径的丝锥、钻头、绞刀、螺钉、塞规等工具/刀具;
2、可在任意大小、形状的工件上加工;
3、工件上各种角度位置的加工;
4、加工非精度要求孔;
5、尤其适用于难于在电火花机床上加工的大型工件。
主要功能特点
1、采用电蚀原理去除折断刀具,非接触加工,加工中不受力,不损伤工件;
2、便携式设计、可以方便的在各种环境下使用;
3、采用磁性底座,加工装置可以吸到工件上加工;
4、工作头可任意角度调整;
5、自动进给加工,不占用人员;
7、采用水作工作液,经济方便;
8、电源采用单相220V电源,可方便接线;
10、加工深度自动控制;
11、采用专用电极,可以做300mm以内的深孔加工作业;
12、内置进口高压电磁水泵,给水方便快捷,启动后2秒钟内出水;
13、提供多种选购件以适用于不同的需求;
14、提供外部给水管磁力座,方便外部给水作业;
参数
·输 入 电 源: AC220V 6A
·主轴伺服行程: 100mm
·最 大 功 耗: 500W
| 长 | 宽 | 高 | 重量 |
电器箱 | 300mm | 270mm | 200mm | 12kg |
主机 | 240mm | 57mm | 410mm | 8kg |
组成部分
1、 电源箱
2、 机械装置
3、 磁力表座
加工模式及伺服速度的选择请参考下表:
电极尺寸 | 电流 | 伺服(电压) |
Φ1mm | L(低) | 3 |
Φ1.5-Φ3mm | M(中) | 2 |
Φ4mm以上 | H(高) | 1 |
祛除折断丝锥的方法
(一) 把电极装入钻卡头中。
电极尺寸的选择:可按折断丝锥尺寸的1/2选取。 钻头和丝锥相当,如果是断螺钉,按照下表尺寸选择。
项目 | 规格 | 推荐电极直径 | 备注 |
丝锥(钻头) | M3 | φ1.5 | 电极要尽量短,以减少抖动。 |
丝锥(钻头) | M4 | φ2 | 电极要尽量短,以减少抖动。 |
丝锥(钻头) | M6 | φ3 | |
丝锥(钻头) | M8 | φ4 | |
丝锥(钻头) | M10 | φ5 | |
螺钉 | M3 | φ2.1 | |
螺钉 | M4 | φ3.2 | |
螺钉 | M6 | φ4.5 | |
螺钉 | M8以上 | | 推荐打一个内六角、十字、一字改锥口,拧下来。 |
(三)设置加工深度。
设定加工深度时应设定断锥深度的1.5-2倍.
(四)开启高速电火花工具机,用上述方法加工折断丝锥.加工完后,去除残留物.
清除残留物可用磁铁、气枪等工具机,这样效果会更好。
(如果使用气枪,应带防护眼镜,当心把碎屑吹入眼中。)
1、 如果在加工中碎屑粘到电极上,加工效果会更好。
这时,应停止加工,清除电极上粘连的碎屑,再继续加工。
2、 如果折断物是钻头,加工方法同上。
通常钻头的中间部分较细,选择电极的时候可以选择直径比较小的电极。
注意:加工液要及时更换,以免影响加工。
加工液
1、 蒸馏水 2、 自来水 3、 工件水(切屑液) | ■ 水的流动性好有利于加工。 ■ 最好的加工效果,是在液面下加工。(工件距水面大约10mm) ■ 加工液要清洁,不容许有杂质。 (加工液不清洁会影响加工,更会损坏水泵) 勿使用循环水 |
加工速度
丝锥直径 | 加工深度 | 时间 | 电极直径 | |
M2 | 8mm | 1min | Φ1 | |
M3 | 8mm | 3min | Φ1.5 | |
M4 | 10mm | 8min | Φ2 | |
M5 | 12mm | 10min | Φ2.5 | |
M6 | 15mm | 15min | Φ3 | |
M8 | 18mm | 30min | Φ4 | |
M10 | 20mm | 40min | Φ5 | |
M12 | 25mm | 50min | Φ6 | |
M16-M30 | 40-60mm | 90-180min | 电极板 | |
注意事项
1、 如果加工件需要防锈保护,可以在水中填加防锈剂,或用切屑液(皂化液)。
2、 如果使用普通水作工作液,加工完成后要及时对主轴头、钻卡头做防锈处理。
3、 切记:别让电源和机器沾上水和油污,这样很容易出现故障。
4、 如果使用电火花工作液,一定要注意防火。
5、 如果是超长时间工作,每工作5个小时,让机器械停止30分种。
6、 加工过程中,人体切莫要接触主轴下端卡头部分,以防电击。
7、 禁 止在危险环境下工作,比如禁火区。
8、 如果不需要冲水加工,请关闭水泵电源开关。水泵严禁无水运转
奥达博远科技本着“诚信、厚德、卓越、创新” 以诚信为本,肩负责任,追求卓越,实现创新的宗旨,力求没有最好只有更好,确保以卓越的产品质量和优质的服务开拓市场,服务客户。



