供应快速油压冲边机,锌镁铝合金压铸件切边机,小型油压冲床

深圳市博菱机械设备有限公司
中国 深圳
产品属性
图文详情
品牌推荐
品牌
博菱
型号
BL109R
传递压强介质
油压机
类型
手动液压机
产品特性
液压
布局形式
立式
结构形式
三板四柱
作用对象材质
塑料
公称压力
60KN
主电机功率
2.2kn
容量
80
重量
500








BL109R热压成型机
产品名称:
IMD热压成型机、IML热压成型机、液压IMD热压成型机、IMD设备;
主要应用领域如下:
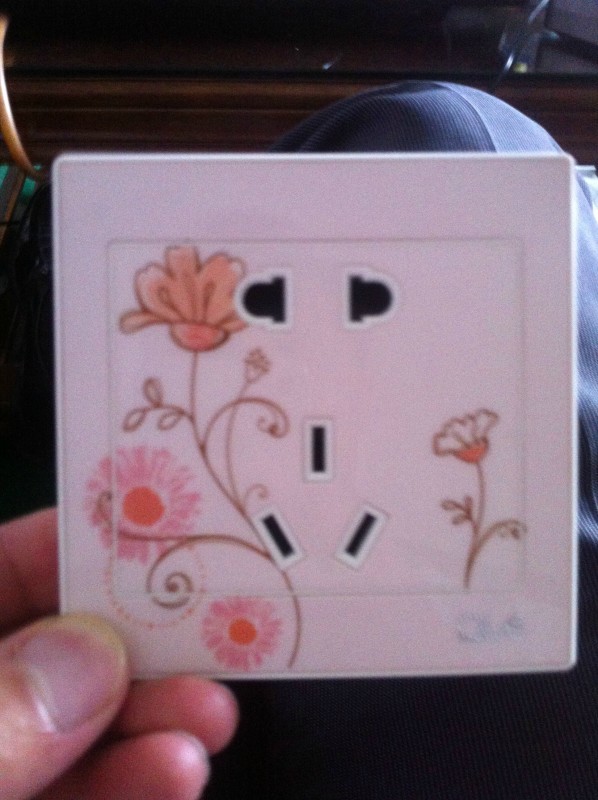
家电业:电饭煲、洗衣机、微波炉、空调器、电冰箱等控制装饰面板;
电子业:MP3、MP4、VCD、DVD、计算机、电子记事本、数码相机等捂面壳及标牌;
汽车业:仪表盘、空调面板、内饰件、车灯外壳、标志等;
电脑业:键盘、鼠标、面壳;
通讯业:手机按键、手机镜片、手机彩壳、小灵通及固定电话面板、视窗镜片;
产品简介:
该IMD热压成型机是我公司针对IMD行业(模内装饰镶嵌注塑技术)和薄膜、PET、PVC等片材成型而研发的专业设备,采用远红外线辐射的方式均匀加热片材,再经过恒温装置,油缸压力使之瞬间成型;
产品特点:
1.本机出力在3-50tf(吨力)可选,是普通压缩空气IMD成型机无法做到的;
2.本机采用电热转换效率高达98%以上,升温迅速、热滞后小、发热均匀的碳织维发热管;
3.本机对发热体进行电压控制,显示温度与实际温度控制在正负1摄氏度以内;
4.本机只要更换模具,成型和冲切即可两用。
5.本机发热体四周全部采用隔热棉封闭,待机时对外辐射功率仅占发热功率的10%;
BL109S系列IMD热压成型机
产品简介:(IMD热压成型机,模内装饰镶嵌注塑,IML热压成型机,液压IMD热压成型机,IMD设备)
该IMD热压成型机是我公司针对IMD行业(模内装饰镶嵌注塑技术)和薄膜,PET,PVC等片材成型而研发的专业设备,( 设备专利号200930164866.6),采用远红外线辐射的方式均匀加热片材.再经过恒温装置,油缸压力使之瞬间成型.
产品特点:
1.采用1-20mpa液体压力为动力源,并未像传统设备采用压缩空气.由于液压的压缩性几乎为零,使之在速度,压力的稳定性都远远高于普通IMD成型机.
2.本机出力在5-50tf(吨力)可选,是普通压缩空气IMD成型机无法做到的.
3.本机速度最高可达250MM/秒,而冲击噪音不超过80分贝,相当于办公室正常谈话.普通压缩空气IMD成型机根本无法比拟.
4.本机采用电热转换效率高达 98% 以上,升温迅速、热滞后小、发热均匀的碳纤维发热管(所发出的远红外线,被医学界称为人类的生命线), 其寿命(连续点烧) ≥ 6000 小时以上,工作人员长期操作本机可以加强人体血液循环、加速新代谢、增强免疫能力.
5.本机对发热体进行电压控制,(接近设定温度时降低其供电电压, 以保证发热管处于长期点亮状态.延长其使用寿命,)显示温度与实际温度控制在正负1摄氏度以内.
6.本机只要更换模具,成型和冲切即可两用。
7.本机发热体四周全部采用隔热棉封闭,待机时对外辐射功率仅占发热功率的10%.而市场常规IMD热压成型机对外辐射功率高达50%,在炎热的夏天10台4KW常规IMD设备需配备10台5P的空调.而我们的液压IMD设备只需2台极可.
主要应用领域如下:
家电业:电饭煲、洗衣机、微波炉、空调器、电冰箱等控制装饰面板;
电子业:MP3、MP4、VCD、DVD、计算器、电子记事本、数码相机等抚面壳及标牌;
汽车业:仪表盘、空调面板、内饰件、车灯外壳、标志等;
电脑业:键盘、鼠标、面壳;
通讯业:手机按键、手机镜片、手机彩壳、小灵通及固定电话面板、视窗镜片;
其它业:医疗器械、化妆品盒、装饰盒、玩具、运动和娱乐休闲用品等等。
液压型成型机的特点
本机采用四柱三板式开放空间,四柱配合精密缝性导套,平稳性高,可适合不同产品加工(上下工作板平行公差±);
1.安全设计周全,双手操作,设有紧急按钮及上下模寸动、方便模具安装及校正;同时采用高灵敏度对射式光栅安全保护系统,确保工作安全;
2.桌面下装有脚轮座和脚杯,可轻便移动机台,省力高效;
3.本机装有自动加热装置,由进口电器原件控制,预热及保压时间可根据不同产品设置,加热范围常温
4.油压动力系统选用台湾泵浦,油路回路特别设计,待机时能减少电力之消耗,以达省能,性能稳定,低噪声;
5.马力要求小、压力、行程、速度均可调整,也可依客户工作要求,变更回路设计达到工作目的;
6.油压系统为内置式节省使用空间,可选装水冷却器,液压油升温慢,故障少效率高,可以供长时间作业生产,使用寿命长;
7.油压缸回升高度行程开关定位和配合油缸的调整螺帽及电路中计时器,依不同工作适当调整,可发挥极度之工作效率;
8.主要应用领域如下:
家电业:电饭煲、洗衣机、微波炉、空调器、电冰箱等控制装饰面板;
电子业:MP3、MP4、VCD、DVD、计算器、电子记事本、数码相机等抚面壳及标牌;
汽车业:仪表盘、空调面板、内饰件、车灯外壳、标志等;
电脑业:键盘、鼠标、面壳;
通讯业:手机按键、手机镜片、手机彩壳、小灵通及固定电话面板、视窗镜片;
其它业:医疗器械、化妆品盒、装饰盒、玩具、运动和娱乐休闲用品等等。
IMD热压成型机安全操作规程
1.操作者应熟悉油压机的一般性能和结构,禁止超负荷使用。
2.使用前,应按规定润滑加油,检查高压泵、压力表、各种阀、密封圈等是否正常。
3.开机前,应检查模具是否配套,料重是否符合要求,称料工具是否准确。
4.压制时,摸具必须放在垫板中心位置,禁止偏心使用。每班开机前,试压后,应检查一次模具是否有裂损。
5.多人操作时,要有专人开机,相互协调配合。
6.严禁将手,头置于模具与压头之间。
7.工作完毕,应将压制品、工具、模具整理好并放到指定地方。



