
东莞市赢途高分子材料有限公司专注高品质PP新材料开发、采用全新料基材改性、旗下品牌“塑而美”已经取得市场认可。目前开发的系列有:木塑PP、耐温高透PP、无卤防火PP、无卤无低落、超韧PP、无折痕PP、多彩流纹PP、高刚性耐冲PP 、高光洁度填充PP、抗UV防紫外线脆化PP、耐低温PP等、同时实现可根据客人选择不同实现多元化产品定制,为您打造专属高端PP材料,公司系列产品已广泛应用于家用小电器、体育运动器材、日常生活用品、精密电子、汽车制造等领域,“塑而美”PP增强耐冲改性系列2014年成功应用于朝鲜国家汽车制造、用于生产汽车外护及内饰部件,赢得朝方认可,取得良好口碑。
产品介绍:

- 产品名称:导电抗静电改性塑料
- 产品特性: 导电、抗静电PP塑料
- 应用领域:
- IC包装容器、电子元件周转托盘、光学仪器部件
粒子图片:

改性塑胶颗粒
改性塑胶颗粒

仓库存储
产品外包图
成型注意事项:
PP的成型加工性能:
1) PP的吸湿性很小,因此在成型前一般不需要进行干燥处理,若湿度超过允许值,则应进行干燥处理。
2) PP由于分子结构中排列原因,导致抗氧化能力很低,在塑化时应加入抗氧化剂。
3) PP在超过280℃时会发生热降解,使性能劣化,熔料和金属壁面接触会加速热降解,故成型时应避免熔料长时间滞留在料筒内。
4) PP熔体流动性良好,介于HDPE和LDPE之间,易成型薄壁、长流程塑件。
5) PP具有结晶性、成型收缩率的变化范围较大,为1.0%?3.0%,且有较明显的后收缩性,故易产生缩孔、凹痕和变形,且方向性强。
6) PP的熔点和熔体热焓量比LDPE高,在结晶和冷却过程中会放出较多热量,因此模具要有较好的冷却系统,以减少塑件变形。
7) 由于PP的热收缩和结晶作用,在成型过程中的比容积有较大变化,塑件的筋、孔及壁厚较大的部位容易产生气泡及凹痕等缺陷。
8) PP熔料温度低时取向明显,尤其在低温高压时更甚,因此要控制成型温度。
9) PP塑件脱模时收缩性较大,应在脱模后在定型装置上放置1天以上以定型,对于尺寸精度较高的塑件,可及时进行热处理。
10) 由于PP的成型收缩率较大,低温呈脆性,故塑件应壁厚均匀,避免缺口、尖角出现,防止产生应力集中。
11) 如果保压时间过长,会使塑件出现较大的收缩而出现质量缺陷,因此在保证补充熔体固化收缩用料的基础上,尽量缩短保压时间。
12) PP熔体具有较明显的非牛顿性,粘度时剪切速率和温度都较敏感。
PP的主要注塑成型条件:
1) 料筒温度。在需要注射压力和注射速度较小时,可选择较低的料筒温度。一般料筒温度控制在210~280℃,喷嘴温度比料筒温度低10~30℃。当成型薄壁、复杂塑件时,料筒温度取高者;当塑件较厚时,料筒温度取低者。
12) PP熔体具有较明显的非牛顿性,粘度时剪切速率和温度都较敏感。
(2)PP的主要注塑成型条件 ,
1) 料筒温度。在需要注射压力和注射速度较小时,可选择较低的料筒温度。一般料筒温度控制在210~280℃,喷嘴温度比料筒温度低10~30℃。当成型薄壁、复杂塑件时,料筒温度取高者;当塑件较厚时,料筒温度取低者。
2) 模具温度。PP的结晶能力较强,提高模温有助于增加结晶度,也有利于大分子松弛,减少分子的取向作用,从而降低塑件的内应力,减少缺料、气泡等缺陷,生产中常把模温调整到20~60℃。
3) 注射压力。在注塑成型时,提高注射压力有利于增大熔料的流动性。柱塞式注塑机的注射压力比螺杆式要高。一般控制在70~100MPa,具体数值以试模来决定,以塑件不缺料、溢料以及不产生凹痕和气泡为准 .
用途说明:


塑料生产过程:

生产现场 、绝不添加回料、底料好、料才好!

配方精准、操作规范是保障品质的重点
注塑抽样性能测试:


我公司所生产的每一款改性塑料都经过严格的抽样测试,每次生产过程中,不间断的取样注塑打板,制作标准样条,进行物理性能测试,根据数据进行生产调整,最终保证每一批次的生产的质量稳定性,严格的取样测试,才是质量保证的有利手段,也是验证品质稳定性的炼金炉。
企业证书、环保证书:
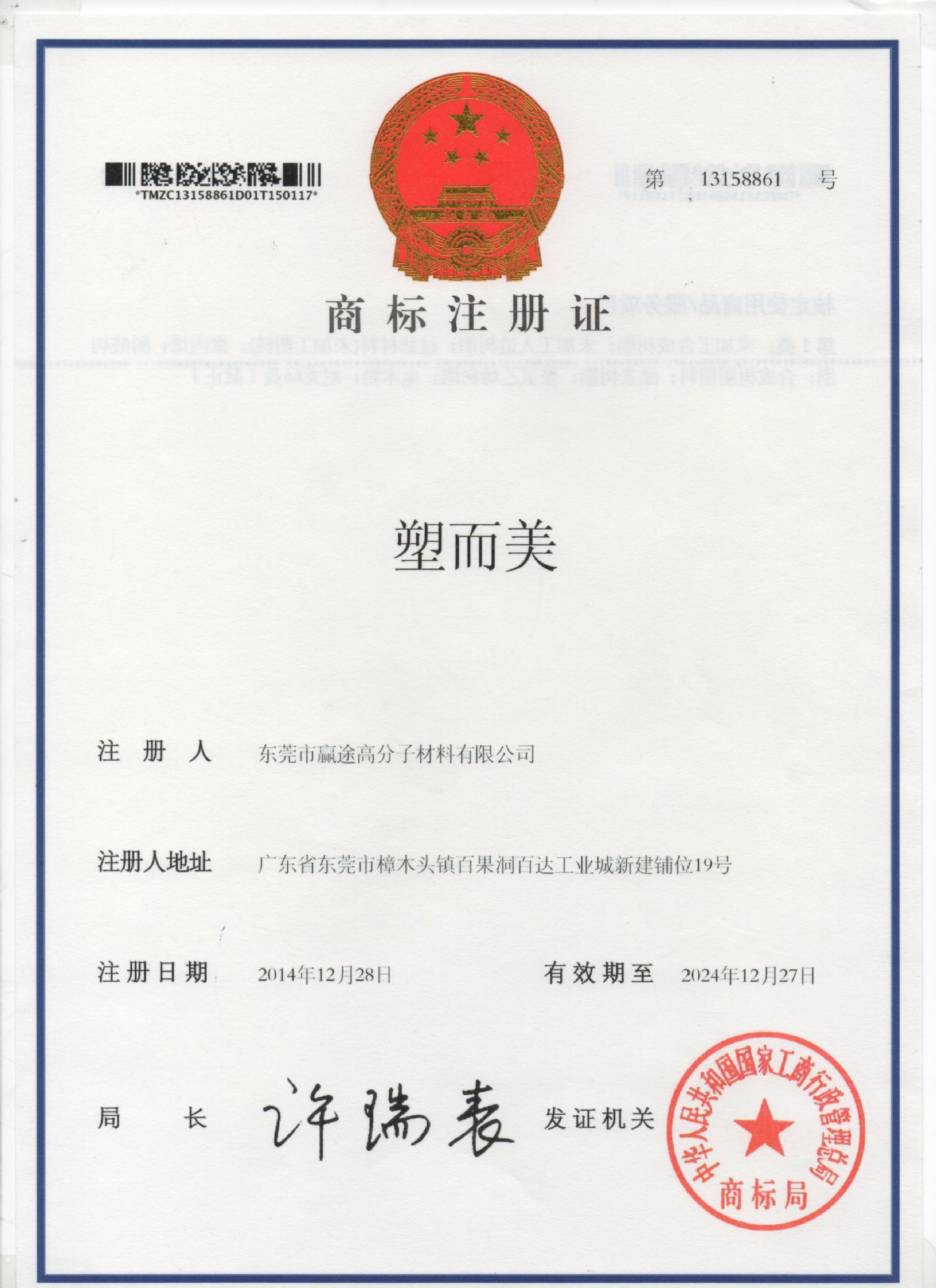
企业注册商标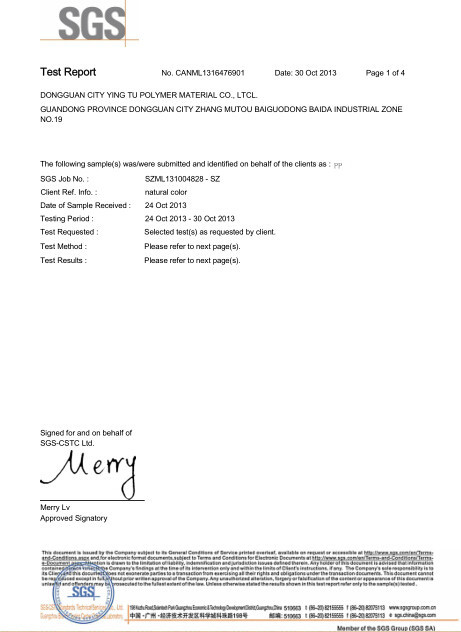
每一款塑料都符合当前ROSH2.0环保标准,经过权威机构SGS/CTI测试通过!
售后说明:
1、物流运费说明:
店铺报价不含运费,运费由买家承担,拍下付款后,买家可自行安排自己熟悉的物流上门提货,也可由卖家安排物流,运费提付(货送到后运费直接付给物流即可)。根据到货地址远近,及数量的多少,则运费不同。要货数量越多,运费越便宜。
2、在线下单:
因塑胶行情价格波动较大,请用旺旺客服或电话直接询价确认后再拍。
3、在线支付:
因塑胶行情价格波动较大,请拍下后当天内付款,不然不得不关闭交易喽~请体谅~
4、退换货政策:
到货后请买家仔细确认货物完好后再签收,否则如无质量问题,不退不换哦~
5、发票制度说明:
本店既可以线下交易也可线上支付交易,已设置默认绑定的是公司账户支付宝,也可换绑私人卡支付宝,请拍前联系旺旺确认账户后再拍,谢谢合作!





