

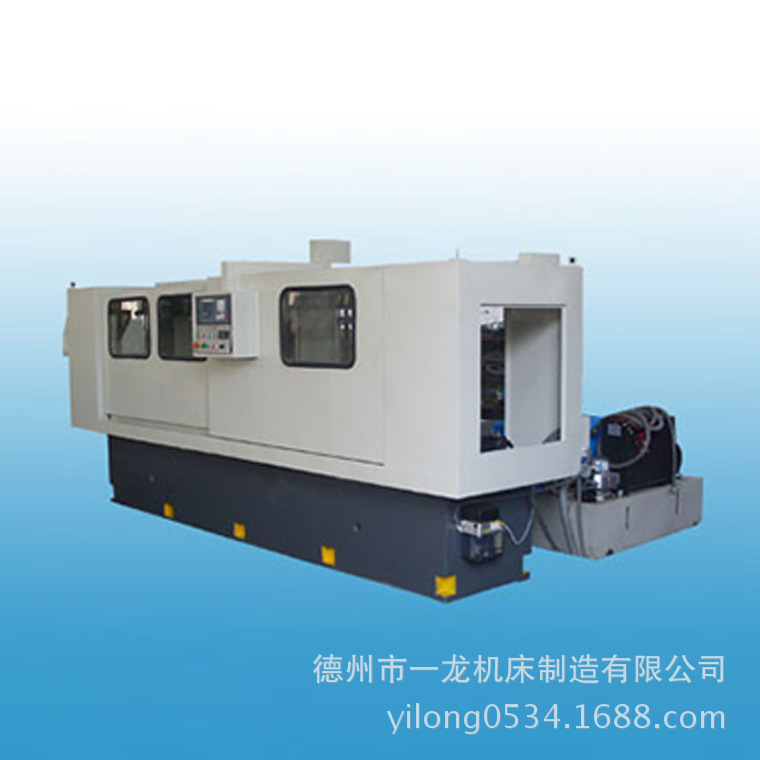
TBTB2120/TB2125深孔钻镗床
该机床主要是以加工圆柱形工件为主,刀具及刀杆做进给运动的深孔加工设备,可以进行钻削加工、又可以同时在该机床上进行镗削及滚压加工,可以加工通孔的同时又可以加工阶梯孔、盲孔等。刀具进给采用伺服驱动系统实现无级调速。主轴采用多级齿轮换速。授油器紧固及工件装夹采用液压顶紧装置,有一单独的液压泵站控制。该机床是当今深孔类工件金切机床的最佳选择。
ZK2120数控深孔钻床
该机床是一单轴数控机床,采用外排屑法(枪钻法)以加工圆柱形孔为主,刀具及刀杆旋转并做进给运动,(根据用户不同要求,可以设计为工件及刀具同时旋转,或者工件旋转刀具固定并进给。并可以设计成多轴机床,同时加工多个工件。)该机床有一次钻削就可获得良好精度和表面粗糙度的特点。不仅用于加工通孔,还可以同时加工阶梯孔、盲孔、斜孔、半圆孔、断续孔和叠层板孔等。
刀具进给采用伺服驱动系统实现无级调速。主轴采用无级调速。工件装夹采用液压顶紧装置,有一单独的液压泵站控制。该机床是当今深孔类工件金切机床的最佳选择,广泛用于精密浅孔和特殊孔加工,。
机床床身采用优质铸铁制造,刚性强;采用高精度滚珠直线导轨及滚珠丝杠传动,精度保持性好。工作全部数控显示,装夹工件及操作安全快捷稳定。主要用于模具、汽车、军工、航天行业等小直径深孔加工。
该系列机床可以根据用户的要求设计。
机床主要参数:
| 加工范围 | |||
| 加工孔径 | Φ3-Φ30mm | ||
| 加工深度 | 800mm | 1200mm | 1500mm |
| 主要配置 | |||
| 主轴头数 | 1 | ||
| 加工方式 | 刀具旋转 | ||
| 主轴最调转速范围 | 100-7000r/min | ||
| 主轴进给速度范围 | 0-2000mm/min | ||
| 刀具快速移动速度 | 2000mm/min | ||
| 钻杆电机功率 | 7.5KW | ||
| 钻杆进给电机 | 11Nm | ||
| 横梁升降电机 | 27 Nm | ||
| 工作台横向移动电机 | 22 Nm | ||
| 工作台最大横向行程 | 1000mm | 1200mm | 1500mm |
| 横梁最大垂直方向行程 | 800mm | 1000mm | |
| 工作台尺寸 | 1000mm×1500mm | 2000mm×2600mm | |
| 工作台最大承重 | 10T | ||
| 冷却油过滤精度 | 20um | ||
| 冷却液压力范围 | 0-16Mpa | ||
| 冷却液最大流量 | 100L | ||
| 冷却油泵电机 | 7.5KW | ||
| 数控系统 | |||
| 数控系统 | SIEMENS 802D、KND | ||
| 加工精度 | |||
| 加工偏斜度 | 1/1000mm | ||
| 孔径尺寸公差 | IT7-1710 | ||
| 表面粗糙度 | Ra0.8-6.3um | ||
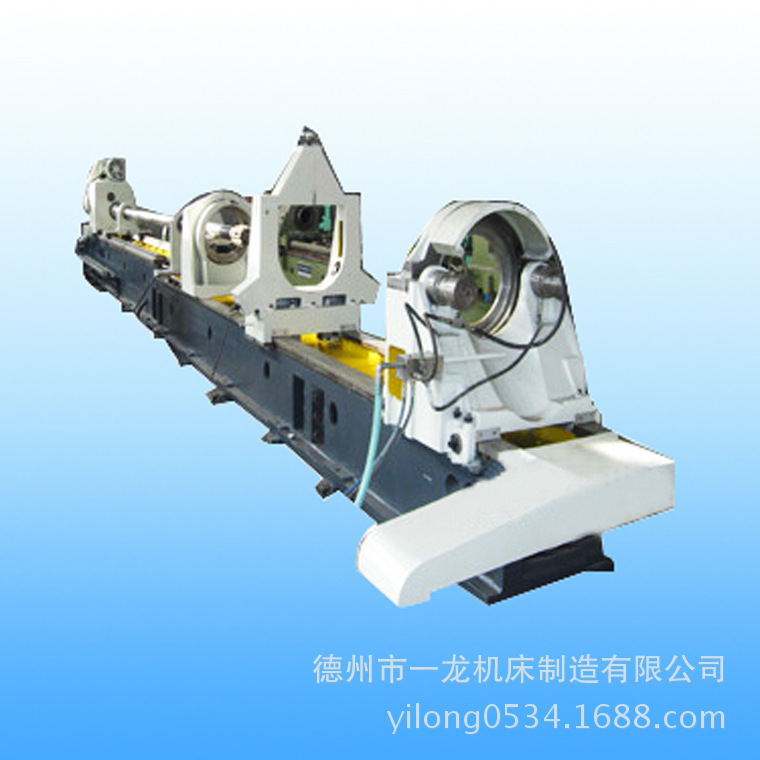
该机床是主要以加工圆柱形工件为主,刀具及刀杆做进给运动的深孔加工设备,在TB2250机床上只能进行镗削及滚压加工,加工通孔的同时还可以加工阶梯孔、盲孔等。TB2150除具有TB2250所有功能之外,还可以进行钻削加工。刀具进给采用伺服驱动系统实现无级调速。主轴采用多级齿轮换速。授油器紧固及工件装夹采用液压顶紧装置,有一单独的液压泵站控制。该机床是当今深孔类工件金切机床的最佳选择。
机床床身采用优质铸铁制造,刚性强;导轨经淬火处理耐磨性高,精度保持性好。工作全部仪表显示,装夹工件及操作安全快捷稳定。广泛用于特型油缸、煤炭缸、液压机械、高压锅炉管、石油、军工、电力、航空等行业。
该系列机床可以根据用户的要求设计成加工如偏心孔及异形工件加工深孔等类型的机床。
机床主要参数:
| 技术规格 | 参数 | |
| TB2250 | TB2150 | |
| 镗孔直径范围 | Φ40-Φ500mm | |
| 钻孔直径范围 | Φ30-Φ100mm | |
| 加工深度范围 | 1-12m(每间隔1m一种规格) | |
| 工作夹持直径范围 | 60-650mm | |
| 主轴中心高 | 625mm | |
| 床头箱主轴孔径 | Φ130mm | |
| 主轴前端锥孔 | 140# 1:20 | |
| 主轴变速范围、级数 | 5-350r/min 12级 | |
| 钻杆箱主轴孔径(选配) | 75mm | |
| 钻杆箱主轴前端锥孔(选配) | Φ85mm,1:20 | |
| 钻杆箱主轴传速范围、级数(选配) | 80-350r/min 6级 | |
| 进给速度范围(无级) | 1-500mm/min | |
| 托板快速移动速度 | 3m/min | |
| 主轴电机 | N=30kw,n=960r/min | |
| 钻杆箱电机(选配) | N=22kw,n=1460r/min | |
| 液压泵电机 | N=1.5,n=1440r/min | |
| 托板快速电机 | N=3kw,n=2880r/min | |
| 进给电机 | N=4.4KW n=18Nm(交流伺服) | |
| 冷却泵电机 | N=5.5KW (3组) | N=5.5KW (4组) |
| 冷却系统额定工作压力 | 0.36MP | 2.5MP |
| 冷却系统流量 | 300、600、900L/min | 200、400、600、800L/min |
| 液压系统额定工作压力 | 6.3MPa | |
| 授油器承受最大轴向力 | 68KN | |
| 授油器对工件的最大顶紧力 | 20KN | |


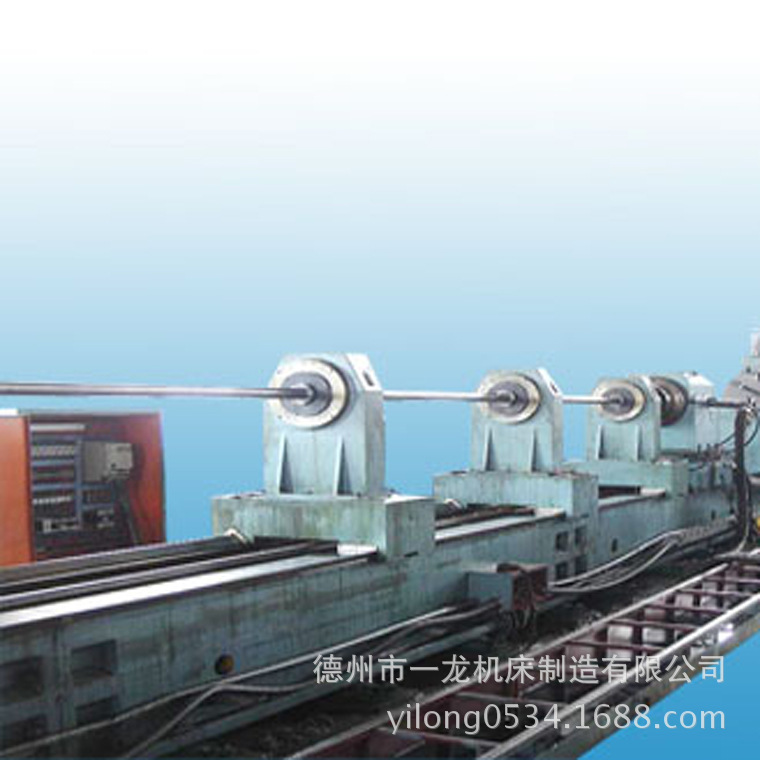
该机床是专门加工圆柱形深孔工件的设备,如加工机床的主轴孔,各种机械液压油缸、汽缸圆柱形通孔、盲孔及阶梯孔等。机床不但可以承担钻削、镗削,而且还可以进行滚压加工,钻削时采用内排屑法。机床床身刚性强,精度保持性好。主轴转速范围广,进给系统由日本安川交流伺服电机驱动,能适应各种深孔加工工艺的需要。授油器紧固和工件顶紧采用液压装置,仪表显示,安全可靠。
该机床为系列产品,还可按用户需要提供各种变形产品。
| 主要技术规格及参数 | ||
| 技术规格 | 参 数 | |
| 工作范围 | 镗孔直径 | 60-350mm |
| 钻孔直径 | 25-100mm | |
| 镗孔最大深度 | 1000-12000mm | |
| 工件夹持直径范围 | 60-300mm | |
| 主 轴 | 主轴中心高 | 350mm |
| 床头箱主轴孔径 | Φ75mm | |
| 主轴前端锥孔 | Φ85mm1:20 | |
| 主轴变速范围 | 61-1000r/min 12种 | |
| 进 给 | 进给速度范围(无级) | 5-1000mm/min 无级 |
| 拖板快速移动速度 | 2m/min | |
| 电 机 | 主电机功率 | 22Kw、30Kw |
| 液压泵电机功率 | 1.5kW | |
| 拖板快速电机功率 | 3kW | |
| 进给电机功率 | 4.4Kw | |
| 冷却泵电机功率 | 5.5Kw 4组 | |
| 其 他 | 冷却系统额定压力 | 2.5Mpa |
| 冷却系统流量 | 100 200 300 400L/min | |
| 液压系统额定工作压力 | 6.3Mpa | |
| 授油器承受最大轴向力 | 6.3KN | |
| 授油器对工件的最大预紧力 | 20KN | |
| 外形尺寸及重量 | |||
| 参数 (mm) | 地面空间 (长×宽×高) | 净重 (t) | 毛重 (t) |
| 1000 | 7948×2873×1550 | 12.4 | 13.2 |
| 2000 | 9948×2873×1550 | 14.9 | 15.9 |
| 3000 | 11948×2873×1550 | 16.7 | 17.7 |
| 4000 | 13948×2873×1550 | 19.2 | 20.5 |
| 5000 | 15948×2873×1550 | 21 | 22.3 |
| 6000 | 17948×2873×1550 | 22.8 | 24.4 |
| 7000 | 19948×2873×1550 | 24.6 | 26.2 |
| 8000 | 21948×2873×1550 | 27.2 | 29.1 |
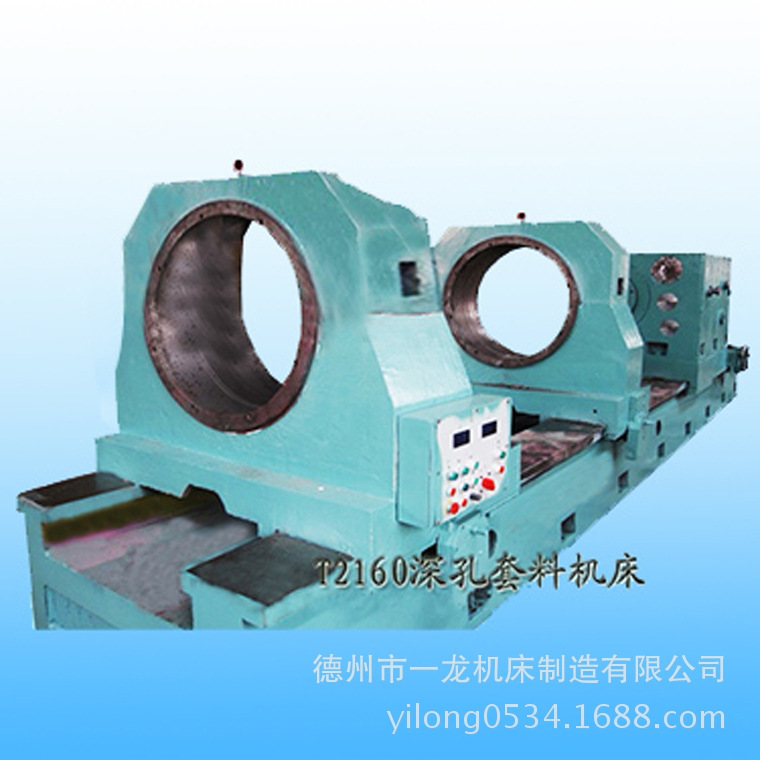
深孔套料机床的详细介绍
深孔套料机床根据工件的长短选用两种加工工件艺:短工件采用授油器授油并液压顶紧;长工件采用由镗杆尾部授油,四爪卡盘夹紧。授油器采用创新的主轴式结构形式,承重性能有很大提高,旋转精度更高。床身导轨采用适宜深孔加工机床的双矩形导轨,承载能力大,导向精度好;导轨经过了淬火处理,耐磨性较高。适用于机床制造、机车、船舶、煤机、液压、动力机械、风动机械等行业的镗削、滚压加工,使工件粗糙度达0.4-0.8μm。 套料机床主要用于镗削,而且还可进行滚压加工,镗削时采用前排屑。
数控深孔珩磨机床适用圆柱形深孔工件的珩磨及抛光加工,例如:各种液压油缸、汽缸等精密管件。特别适用于对带有台阶孔的工件进行珩磨及抛光加工。其加工孔径精度可达IT7~IT8级或以上,表面粗糙度可的达到Ra0.2-0.4μm。采用局部珩磨,可修正被加工件的锥度、椭圆度及局部孔径误差。对于一些冷拔钢管,可以直接进行强力珩磨。2MK2150珩磨机是一种高精度、高效率的理想设备。
TBTB2120/TB2125深孔钻镗床
该机床主要是以加工圆柱形工件为主,刀具及刀杆做进给运动的深孔加工设备,可以进行钻削加工、又可以同时在该机床上进行镗削及滚压加工,可以加工通孔的同时又可以加工阶梯孔、盲孔等。刀具进给采用伺服驱动系统实现无级调速。主轴采用多级齿轮换速。授油器紧固及工件装夹采用液压顶紧装置,有一单独的液压泵站控制。该机床是当今深孔类工件金切机床的最佳选择。
机床床身采用优质铸铁制造,刚性强;导轨经淬火处理耐磨性高,精度保持性好。工作全部仪表显示,装夹工件及操作安全快捷稳定。广泛用于特型油缸、煤炭缸、液压机械、高压锅炉管、石油、军工、电力、航空等行业。
该系列机床可以根据用户的要求设计成加工如偏心孔或异形工件深孔加工等类型的机床。
机床主要参数:
| 技术规格 | 参数 | |
| TB2120 | TB2125 | |
| 镗孔直径范围 | Φ40-Φ200mm | Φ40-Φ250mm |
| 钻孔直径范围 | Φ30-Φ100mm(特殊设计可钻Φ20孔) | |
| 加工深度范围 | 1-12m(每间隔1m一种规格) | |
| 工作夹持直径范围 | 60-300mm | 60-330mm |
| 主轴中心高 | 350mm | |
| 床头箱主轴孔径 | Φ75mm | |
| 主轴前端锥孔 | Φ85mm,1:20 | |
| 主轴变速范围、级数 | 40-670r/min 12级 | |
| 钻杆箱主轴孔径(选配) | 75mm | |
| 钻杆箱主轴前端锥孔(选配) | Φ85mm,1:20 | |
| 钻杆箱主轴传速范围、级数(选配) | 80-350r/min 6级 | |
| 进给速度范围(无级) | 5-1000mm/min | |
| 托板快速移动速度 | 2m/min | |
| 主轴电机 | N=30kw,n=960r/min | |
| 钻杆箱电机(选配) | N=22kw,n=1460r/min | |
| 液压泵电机 | N=1.5KW,n=1440r/min | |
| 托板快速电机 | N=3kw,n=2880r/min | |
| 进给电机 | N=4.4KW n=18Nm(交流伺服) | |
| 冷却泵电机 | N=5.5KW,N=1460r/min(4组) | |
| 冷却系统额定工作压力 | 2.5MP | |
| 冷却系统流量 | 100、200、300、400L/min | |
| 液压系统额定工作压力 | 6.3MPa | |
| 授油器承受最大轴向力 | 68KN | |
| 授油器对工件的最大顶紧力 | 20KN | |
ZK2130B三轴数控深孔钻床
该机床属于三坐标数控枪钻机床,采用外排屑法(枪钻法)加工圆柱形孔为主,刀具及刀杆旋转并做进给运动的深孔加工设备,该机床具有一次钻削就可获得良好精度和表明粗糙度的特点。不仅用于加工通孔,还可以同时加工阶梯孔、盲孔、斜孔、半圆孔、断续孔和叠层板孔等。
工作台垂直升降与水平移动及刀具进给采用伺服驱动系统实现无级调速,主轴采用无级调速,运动精确可靠。工件装夹采用液压顶紧装置,有一单独的液压泵站控制。该机床是当今深孔类工件金切机床的最佳选择,广泛用于精密浅孔和特殊孔加工。
机床床身采用优质铸铁制造,刚性强;采用高精度滚珠直线导轨及滚珠丝杠传动,精度保持性好。工作全部数控显示,装夹工件及操作安全快捷稳定。主要用于模具、汽车、军工、航天、矿山机械行业等小直径深孔加工。
该系列机床可以根据用户的要求设计。
机床主要参数:
| 加工范围 | |||
| 加工孔径 | Φ3-Φ30mm | ||
| 加工深度 | 800mm | 1200mm | 1500mm |
| 主要配置 | |||
| 主轴头数 | 1 | ||
| 加工方式 | 刀具旋转 | ||
| 主轴最调转速范围 | 100-7000r/min | ||
| 主轴进给速度范围 | 0-2000mm/min | ||
| 刀具快速移动速度 | 2000mm/min | ||
| 钻杆电机功率 | 7.5KW | ||
| 钻杆进给电机 | 11Nm | ||
| 横梁升降电机 | 27 Nm | ||
| 工作台横向移动电机 | 22 Nm | ||
| 工作台最大横向行程 | 1000mm | 1200mm | 1500mm |
| 横梁最大垂直方向行程 | 800mm | 1000mm | |
| 工作台尺寸 | 1000mm×1500mm | 2000mm×2600mm | |
| 工作台最大承重 | 10T | ||
| 冷却油过滤精度 | 20um | ||
| 冷却液压力范围 | 0-16Mpa | ||
| 冷却液最大流量 | 100L | ||
| 冷却油泵电机 | 7.5KW | ||
| 数控系统 | |||
| 数控系统 | SIEMENS 802D、KND | ||
| 加工精度 | |||
| 加工偏斜度 | 1/1000mm | ||
| 孔径尺寸公差 | IT7-1710 | ||
| 表面粗糙度 | Ra0.8-6.3um | ||

TBTB2120/TB2125深孔钻镗床
该机床主要是以加工圆柱形工件为主,刀具及刀杆做进给运动的深孔加工设备,可以进行钻削加工、又可以同时在该机床上进行镗削及滚压加工,可以加工通孔的同时又可以加工阶梯孔、盲孔等。刀具进给采用伺服驱动系统实现无级调速。主轴采用多级齿轮换速。授油器紧固及工件装夹采用液压顶紧装置,有一单独的液压泵站控制。该机床是当今深孔类工件金切机床的最佳选择。
机床床身采用优质铸铁制造,刚性强;导轨经淬火处理耐磨性高,精度保持性好。工作全部仪表显示,装夹工件及操作安全快捷稳定。广泛用于特型油缸、煤炭缸、液压机械、高压锅炉管、石油、军工、电力、航空等行业。
该系列机床可以根据用户的要求设计成加工如偏心孔或异形工件深孔加工等类型的机床。
机床主要参数:
| 技术规格 | 参数 | |
| TB2120 | TB2125 | |
| 镗孔直径范围 | Φ40-Φ200mm | Φ40-Φ250mm |
| 钻孔直径范围 | Φ30-Φ100mm(特殊设计可钻Φ20孔) | |
| 加工深度范围 | 1-12m(每间隔1m一种规格) | |
| 工作夹持直径范围 | 60-300mm | 60-330mm |
| 主轴中心高 | 350mm | |
| 床头箱主轴孔径 | Φ75mm | |
| 主轴前端锥孔 | Φ85mm,1:20 | |
| 主轴变速范围、级数 | 40-670r/min 12级 | |
| 钻杆箱主轴孔径(选配) | 75mm | |
| 钻杆箱主轴前端锥孔(选配) | Φ85mm,1:20 | |
| 钻杆箱主轴传速范围、级数(选配) | 80-350r/min 6级 | |
| 进给速度范围(无级) | 5-1000mm/min | |
| 托板快速移动速度 | 2m/min | |
| 主轴电机 | N=30kw,n=960r/min | |
| 钻杆箱电机(选配) | N=22kw,n=1460r/min | |
| 液压泵电机 | N=1.5KW,n=1440r/min | |
| 托板快速电机 | N=3kw,n=2880r/min | |
| 进给电机 | N=4.4KW n=18Nm(交流伺服) | |
| 冷却泵电机 | N=5.5KW,N=1460r/min(4组) | |
| 冷却系统额定工作压力 | 2.5MP | |
| 冷却系统流量 | 100、200、300、400L/min | |
| 液压系统额定工作压力 | 6.3MPa | |
| 授油器承受最大轴向力 | 68KN | |
| 授油器对工件的最大顶紧力 | 20KN | |

机床主要参数:
技术规格 | 参数 | ||
TB2120 | TB2125 | ||
镗孔直径范围 | Φ40-Φ200mm | Φ40-Φ250mm | |
钻孔直径范围 | Φ30-Φ100mm(特殊设计可钻Φ20孔) | ||
加工深度范围 | 1-12m(每间隔1m一种规格) | ||
工作夹持直径范围 | 60-300mm | 60-330mm | |
主轴中心高 | 350mm | ||
床头箱主轴孔径 | Φ75mm | ||
主轴前端锥孔 | Φ85mm,1:20 | ||
主轴变速范围、级数 | 40-670r/min 12级 | ||
钻杆箱主轴孔径(选配) | 75mm | ||
钻杆箱主轴前端锥孔(选配) | Φ85mm,1:20 | ||
钻杆箱主轴传速范围、级数(选配) | 80-350r/min 6级 | ||
进给速度范围(无级) | 5-1000mm/min | ||
托板快速移动速度 | 2m/min | ||
主轴电机 | N=30kw,n=960r/min | ||
钻杆箱电机(选配) | N=22kw,n=1460r/min | ||
液压泵电机 | N=1.5KW,n=1440r/min | ||
托板快速电机 | N=3kw,n=2880r/min | ||
进给电机 | N=4.4KW n=18Nm(交流伺服) | ||
冷却泵电机 | N=5.5KW,N=1460r/min(4组) | ||
冷却系统额定工作压力 | 2.5MP | ||
冷却系统流量 | 100、200、300、400L/min | ||
液压系统额定工作压力 | 6.3MPa | ||
授油器承受最大轴向力 | 68KN | ||
授油器对工件的最大顶紧力 | 20KN | ||

山东德州市一龙机床制造有限制造公司是深孔刀具、辅具、机夹钻头、深孔滚压头、镗滚组合、深孔粗镗头、深孔精镗头、套料刀等产品专业生产加工的有限责任公司(自然人投资或控股),公司总部设在德州市天衢工业园康宁路,山东德州市一龙机床制造有限制造公司拥有完整、科学的质量管理体系。山东德州市一龙机床制造有限制造公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临山东德州市一龙机床制造有限制造公司参观、指导和业务洽谈。

联 系 人:王一龙
电 话:86 0534 2327366
移动电话: 13573458006
传 真:86 0534 2327366
地 址:中国 山东 德州市 山东德州天瞿工业园
邮 编:253100




