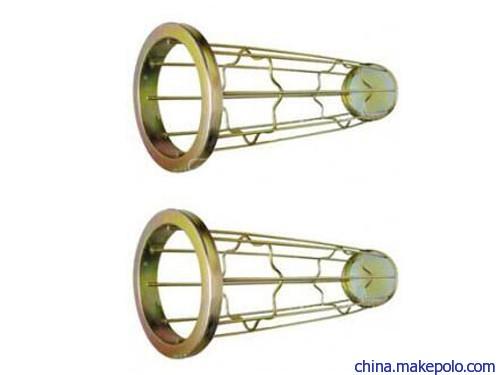


带文氏管骨架具有一定的焊接工序,在焊接小型构件时可一次完成,即在焊接固定好位置后,用合适的焊接顺序组装完毕。而大型钢结构组装与焊接需要先将小件组焊接完毕,然后再进行最后的组装和焊接。在进行部件组装时,为了防止组装过程中产生过度的应力和变形,应该使不同型号的零配件符合构件规定的规格、形状大小和样板的要求,并且组装时不能有较大外力强制拼装,以防止零部件过度焊接应力和较大约束力带来的变形。
圆袋型框架钢结构的制作、组装过程是一种具有不同性质和操作的过程,应该在一个标准的水平面上进行,按照相应的方式和方法制作和加工。除尘骨架的操作平台应确保所受的自重压力的程度足够大,不会出现钢构件失稳和下沉的现象,以满足构件组装的基本要求。
此外,组装与焊接过程除尘骨架中应使焊接接头热量均匀,消除应力并减少变形;焊缝应做到对接间隙、坡口角度、搭接长度和T形贴角的尺寸无误,且形式、大小应与构件的设计和焊接规范一致。除尘骨架的焊接技术和生产要按照正确的加工工艺制作和生产,保证按照良好的形式和特点生产。
河北九州环保设备工程有限公司
市场部
电话:0317-82602666
传真:0317-8180588
邮箱:2249404720@qq.com
邮政编码:062150
地址:河北省泊头市四营开发区
联系人:王经理
电话:18034170516
邮箱:2249404720@qq.com