在输送带紧急停车时,我们需要对输送带和滚筒在运转过程中出现的破损、磨损进行快速抢修,那么如何才能在最短时间内解决问题,使停机损失降至最低?这无疑对输送带、滚筒的抢修材料提出了更高要求。
德国进口RAMIMTECH皮带冷粘滚筒包胶胶水SK313,作为一款专门为输送带系统抢修而研制的高性能冷粘接剂,其超强的粘接性能超过全球最为严格的德国工业DIN标准,在皮带的修补及冷无缝粘接中其强度可与热硫化强度同级。在紧急抢修时,不需要借助任何大型硫化设备,即修即用。

皮带冷粘滚筒包胶胶水SK313的主要性能
用途:主要用于橡胶、帆布、尼龙等材质层芯输送带接头的粘接以及输送带修补、滚筒冷硫化包胶等。
优势:粘接强度高、耐腐蚀、耐老化、抗曲挠性好、遇火难燃、紧急抢修时,即修即用
剥离强度(N/2.5cm): 固化2小时≥80,固化24小时≥140
剪切强度(MPa): 固化20分钟≥2.0,固化24小时≥3.4
粘接强度: 10000CPS(是普通胶水粘接力的数倍)
硬化/固化方式:常温硬化(操作方便)
使用方法
金属:用喷砂或打磨的方式将金属表面除锈且使其变得粗糙-推荐打磨深度为30um。用RAMIMTECH清洗剂SK353去除金属表面油污,粘接之前如果需要,涂刷一层金属底漆SK363并使其完全干燥,这样可以提高金属粘接面与橡胶的粘接力。
橡胶:带半硫化层的橡胶板、修补条则不需要对粘接面进行打磨,不带半硫化层的橡胶板需充分打磨橡胶表面(不要有光滑区域),用洁净干燥的毛刷去除粉尘,使用清洗剂清洗表面污渍。
织物:打磨平整其它橡胶区域,小心轻微打磨织物层(注意不能损坏织物层,建议使用钨钢打磨碟)用洁净干燥的毛刷去除粉尘,并使用清洗剂清洗表面污渍。
混合:充分搅拌冷硫化粘接剂SK313和UT-R40硬化剂,混合比例为100:4,并在2小时内使用该混合剂。
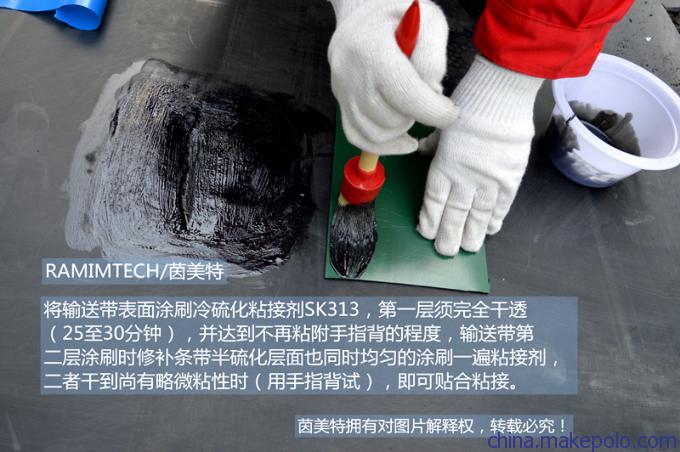
涂刷:在粘接表面涂刷2遍均匀的涂层。第一遍涂层应完全干燥(至少30分钟,金属表面至少1个小时)第二遍涂层应干燥至略微沾手(可用手指背检查),如果过干,应再刷一层。上胶厚度为0.8-1.25mm时大约每10磅可涂200平方英尺。
粘之前用手指背试,如粘接剂稍微有粘性,这是最佳的粘接时间。
皮带冷粘滚筒包胶胶水SK313的具体应用
一、分层带冷粘接头
(1) 台阶数量不能随意减少。
(2)
台阶面纤维层需要用慢速抛光机及配合钨钢打磨盘轻轻打磨,但不能过度研磨,打磨后表面有一层薄的橡胶是最佳的,研究表明将橡胶全部打下,并将纤维打毛的做法并不是最好的。
(3)
对于冷粘接头,最容易开胶的地方,是上下两个接缝处,一个原因是因为这两个接缝处是粘接力最薄弱地方,另外使因为皮带清扫器会对接缝处进行挂蹭。因此,我们建议在接缝处贴上RAMIMTECH带加强纤维的冷修补条,以达到封口、延长冷粘接头寿命的目的。
(4)
为了得到一个较高的初始冷粘强度,需要固化时间6-8小时可以达到最佳强度,当然,由于抢修不允许这么长的时间,也可以相应减少,但是会影响冷粘接头的寿命。
二 、皮带纵向撕裂修补和破损修补
(1)
皮带运行时会发生纵向撕裂,有时候发生穿透性撕裂长达数百米,我们也可以采用冷修补条上下冷粘,这样就可以达到修复效果,寿命根据设备运行情况可延长1年-3年。
(2)
皮带表面有时候也会出现破损,如盖胶破损、纤维层或者钢丝绳露出等问题,如果不加维护,会造成皮带断裂等严重事故,因此用菱形修补片冷粘技术,基本上可以消除隐患。
(3)
对于皮带上的破洞,也可以采用菱形修补片进行修复,小的破洞可以上下粘贴修补片方法;对于较大的破洞,除了上下贴修补片外,中间还必须有垫层,可采用中间修补片或者橡胶代替,以达到增强抗冲击能力。

三、 滚筒包胶
滚筒包胶也可以采用冷粘的方法进行现场包胶,即在不拆卸滚筒的情况下对滚筒包胶,包胶材料可分为菱形块胶板、平面胶板和陶瓷包胶,分别应用于驱动滚筒、被动滚筒和杜绝打滑滚筒上。
四 、衬胶
对于需要进行耐磨的场合,如管路、储料仓、溜料槽等物料中转、储藏、转运等采用冷粘衬胶的方法,可大幅度提高耐磨寿命。
茵美特(中国)专注于工矿业输送系统的维护及保护,旨在通过全球最高效优质的产品和先进的技术提供解决方案,帮助电厂、钢铁厂、焦化厂、水泥厂、粮仓、矿山、码头、地铁等行业,延长输送系统寿命,降低输送系统的成本。





