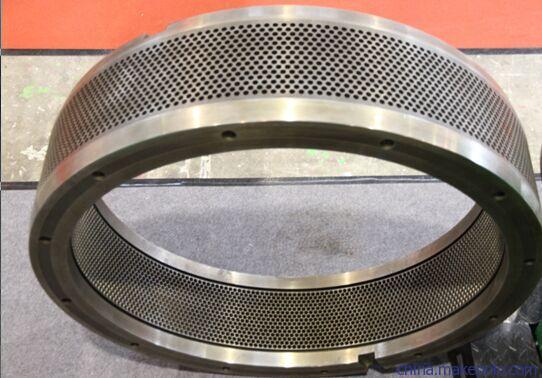
环模钻床加工模具设备

1:钻孔直径 Φ1.2MM-Φ13.0MM ,工件外径范围 Φ400㎜-Φ1200㎜。
2:任意设定环模、平模钻孔数,孔间距等分均匀,奇偶排间自动错位,定位精度为0.001㎜.
3:微电脑跟踪主轴扭矩检测,设定转矩值后,自动跟踪报警,转矩值可以任意设定。
4:进给速度和分度速度可参数可以根据实际需求自行设定。
5:可以对钻孔进给深度任意设定,补孔、跳孔方便。
6:设有多功能菜单,简单易学,根据用户要求,输入需要的参数后,系统能够自动编程后,自动执行所有程序。
7:环、平模打定位孔时便捷,定位孔深可以任意设定。
8:设有钻头监测系统,意外断钻自动报警。
9:任意时刻想停就停,随时启动后系统继续工作。
10:断电记忆功能本排已钻完的孔数、总钻孔数、 钻孔动作过程
1)每次钻孔开始先快速回到安全高度,自动启动主轴及冷却。
2) 快速定位到钻孔前的位置,离钻孔面距离为参数设定值,从此位置开始钻削。
3) 根据每次钻深量进行钻孔,每钻一次,抬刀至安全位置,然后,再继续执行钻孔,直至到达孔底, 已钻孔计数加 1,总钻孔数加 1。
4) 开机钻孔分度计数时,系统自动转动一个孔位角度,开始钻孔。当一排(周)钻孔完成后,要进行下一排孔钻孔,系统自动错开 上一排(周)孔角度(即上一排孔,两孔中间位置,相邻孔形成等腰三角形位置)钻下一排(周)孔,均分角度进行钻孔。
5) 钻孔时,微电脑会自动检测主轴电机扭矩,若是过载,钻头则快速退回到安全平面停止钻孔工作,过载消去,则继续钻孔,否则,回安全高度,停止钻孔。