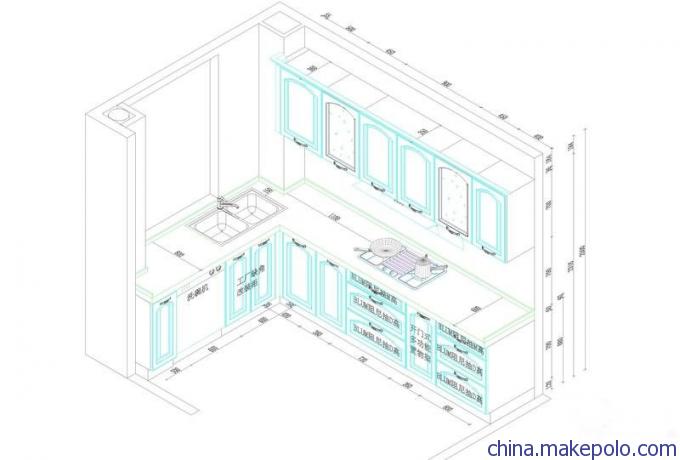
图纸拿到手以后第一项任务就是算料,所谓算料就是将图纸中所有虚拟实体(虚拟实体就是将图看做实体)中的各块板的尺寸算出来,例如图中长100cm宽100cm的一块板,算出料就记作
100×100=1。这里有好多细节需要注意!非常主要 --算料!

① 缩尺:量尺完必须要缩尺,比如侧山板2400×500也就是高2400宽1000那么就要缩一点(这一点要自己把握)为什么要缩尺呢?原因有几点:⑴抛光不彻底(机器)⑵测量不准或客户安装地有变化等等。
② 净尺:所谓净尺就是将需要定量留出来的尺寸提前算出来,以免废料或返工,比如门、橱柜里地柜上的理石台面、抽屉的滑倒、抽屉缝、抽拉衣镜、封边条厚度、上面说到的障碍、拉带、门缝等等.
③ 标注:算完了料必须标注,比如侧山板...中山板...顶板...底板...等等,也就是说,将拆出来的图进行分类并标上是哪的板,而且要标出块数,比如侧山板2400×500=2 中山板2400×480=3 顶板+底板(同)1500×500=2诸如此类。
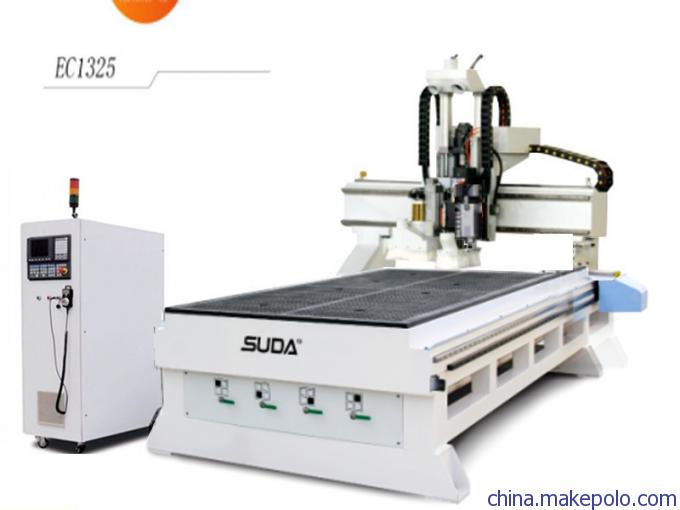
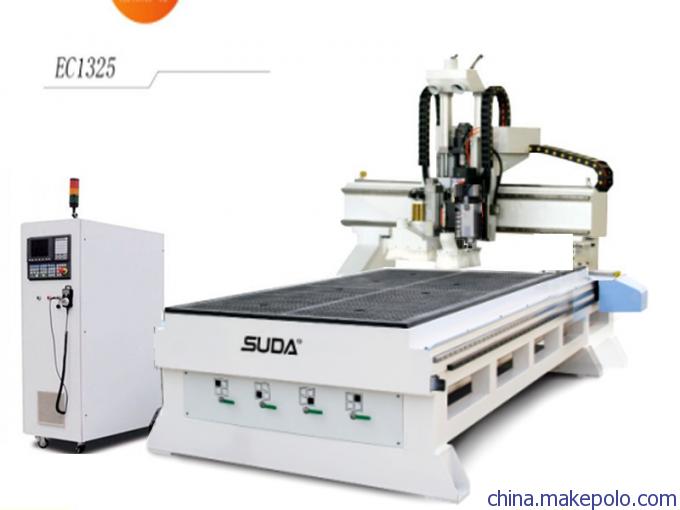
制作流程四:下料
下料就要用到机器了,现在市场上流行的是数控开料机,价格在5万到200万不等,买此工具一定有专业人员进行详细教学。用开料机将算好的料做出来。
注意:
① 安全第一。
② 好多板材分横竖纹,这点一定要搞清,不然做出来的实体会横竖纹都有,很难看的。
制作流程五:封边
全自动封边机
板材出来了,但是边还是粗糙难看的,里面的木质是不能外漏的(对客户来说不能外漏,也就是不能让客户看见有外漏木质的地方),所以就要封边了,这里要用到自动封边机,具体操作不介绍了,原因同上,细节不能少,封边机也有好多问题在里面,

注意:
① 安全第一.
② 板材在送进封边机时必须紧贴入口壁,否则轻者封不上边,重者机器自动急停。
全自动封边机
板材出来了,但是边还是粗糙难看的,里面的木质是不能外漏的(对客户来说不能外漏,也就是不能让客户看见有外漏木质的地方),所以就要封边了,这里要用到自动封边机,具体操作不介绍了,原因同上,细节不能少,封边机也有好多问题在里面。
制作流程六:打眼

排钻
封完边了,就要到了打眼的工序了,这里要用到排钻机也叫台钻机,但是如果没有这个机器就要用到电钻手动打眼了,打眼的工序比较简单只要把好排钻上的尺就没问题了,细节问题也有,
注意:
① 安全第一。
② 把合器,也就是上面白色塑料头那个东西,每次打眼它都会下来按住板材不让它动弹,这个东西一定调好,不然板材动弹就会打歪眼,那这块板就有废掉的可能。
③ 定期保养,比如换排钻座,排钻头、排钻专用润滑油(油是蓝色的)、电机灰尘清理等等,这些东西在木工机械商店都有的买。
制作流程七:装件
三连件
一般有3种组件,连接件、锁扣、预埋件等。
注意:
① 安全第一。
② 预埋件一定要砸到与板材平齐,否则会在安装时出现缝隙。
③ 连接件一定拧到位,这里到位的意思就是不露出钉头也不拧得太往里,基本就是黑色(也有灰色和全钢的)塑料底部与板材平齐。
④不能拧歪。
制作流程八:试装

衣帽间
按照图纸将成型板材组装到一起,并查看是否有问题,注意:合页、门、背板、气撑门、衣架等组件都是到客户那才安装的,千万不要先安,否则有些客户会认为你的实体是用过的。
制作流程九:拆卸
拆卸
将试装完的实体进行拆卸,拆卸为分块后,将连接件拧下,即可。千万不要将预埋件和锁扣也取出,一个是不好弄出来,再一个也是无需的程序。
制作流程十:打包
软片
将板材用你认为安全防碰的材料打包,现在一般都用软片(泡沫纸)、纸壳之类的打包。
制作流程十一:安装

安装现场
安装有好多的细节,也是很重要的一步
① 在地上放倒的按照试装时将实体组装。
② 调平,用米尺测量实体对角长度,如不一样,就轻轻敲击长的一角直到对角长度相等。
③ 调平后就可以安装背板了(如果有背板),注意背板一定在调平之后。
⑤ 安装各种组件。
⑥ 检查是否有问题,如有马上修复。
⑦ 收拾工具及剩余组件。
⑧ 一般的厂家工人都会负责清扫的。
注意:
安装时会发生很多意外情况,要见机行事,比如地不平,那就在柜子的下面垫点可靠的东西(必须与客户商议解决,先告知地面不平)等很多问题需要现场解决,因为突发事件很多,只要动动脑并与客户协商,很容易就能解决。
所用小型工具:
曲电锯、曲电锯片、雕刻机、雕刻机卡子、各种圆底刀、各型号T型刀、4mm到75mm所有种类钻头、电锤(电镐)、卡尺、米尺、钢板尺、各型号一字螺丝刀、各型号十字螺丝刀、各型号六角扳子、手扳子、壁纸刀、钳子、号笔(签字笔)、宽胶带、快士达胶、软片、计算器、皮头。
所用大型机械工具:
全自动封边机、排钻、大锯、电脑、大型气泵(排钻、封边机都要用到气泵)、送货车。
小结:
其实也不是很难,但是还是那两个字:经验!
所以朋友们一定要不断的积累经验并在工作中动脑才能将工作做的更好,同时也增长自己的经验,这样无论是学徒还是办企业都能做的好!