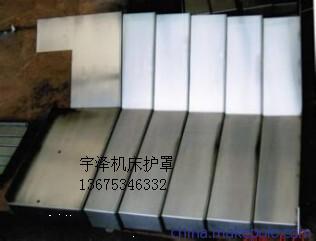
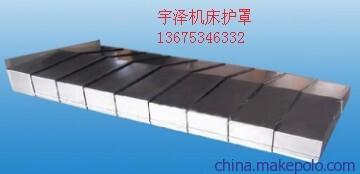
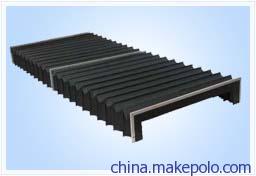
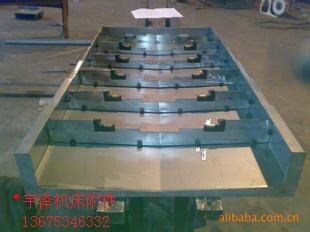
供应加工中心护板 加工中心导轨护板防护罩

德州鑫姆迪克机床附件有限公司
中国 德州
产品属性
图文详情
品牌推荐
品牌
其他
型号
加工中心
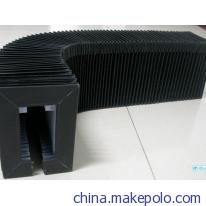
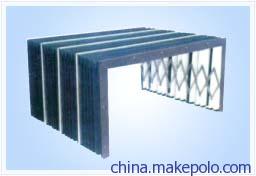
类型
钢板防护罩
防护部位
导轨
拉伸后长度
8000mm
压缩后长度
700mm
行程长度
8000mm
护罩内部宽度
80mm
护罩内部高度
50mm
导轨高度
30mm
导轨宽度
75mm
护罩总宽度
60mm
外形尺寸
90mm
重量
20kg
护罩
900
防护板
900
防护罩
900
导轨防护罩
900