'
精驰滚压工具 专业的滚压专家
接受非标定做 提供解决方案!
本工具适合光杆外园及内径50mm以上的滚压,工具通用性强,滚轮采用优质硬质合金材料,使用寿命强,可直接安装在数控车床刀架上加工,操作简单,方便。
本工具有WL50和WL70两种,中心高分别为25和30mm,正反手两种!


精驰工具给你带来不一样的效果
JC-WL系列外园用压光刀
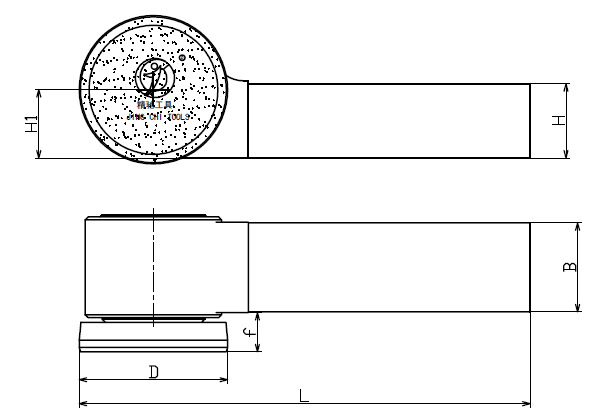
型号规格 | 尺 寸 |
D | B | H | H1 | f | L |
JC-WL50 | 50 | 30 | 25 | 23 | 13 | 150 |
JC-WL70 | 70 | 35 | 30 | 15 | 190 |
JC-NL系列内孔用压光刀
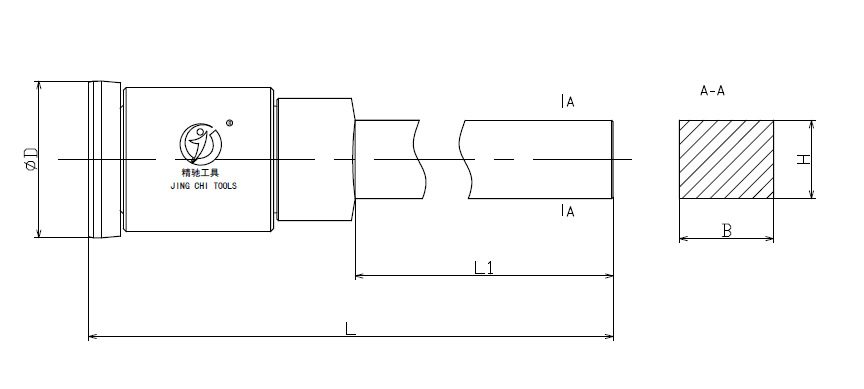
型号规格 | 尺 寸 |
D | B | H | L1 | L |
JC-NL50 | 50 | 30 | 25 |
135
| 220 |
JC-NL70 | 70 | 35 | 30 | 230 |
一、加工参数
1、 滚压线速度:V=10-25m/min(可提高)
2、 进给量:S=0.1-0.2mm/rev(一次完成)
3、 滚压过盈量:0.10mm(单边)
滚压刀的使用介绍
1,加工部位硬度:被滚压表面硬度不能大于HRC35。
2,加工部位的壁厚:工件必足够的壁厚,一般应超过孔径的20%,若工件壁厚不够,应在减少壁厚前滚压或用夹具来支撑周边。
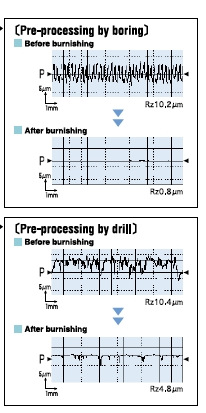
1、粗糙度
1),滚压前加工面
滚压刀加工原理是利用滚柱在金属表面碾压的加工方法,前加工的
表面形状,粗糙度对滚压后的效果有很大的影响。
如图利用车床或镗床,可获得均匀的、有规则的单向凹凸的加工面,
从面使滚压后达到的精密加工效果。
钻孔或铰孔加工,由于局部会产生深的划伤加工痕迹,从面影响滚
压效果。
2),加工后的粗糙度
内孔径预留滚压量后,用超精内径滚压工具一次精压就可以
使内孔表面粗糙度从Ra6.3um左右降低到Ra0.2-0.05um之间
,唯有铸铁在Ra0.4-0.2um之间。
2、尺寸精度
对于滚压加工来说,工件的直径变化仅是滚压加工对零件表面的压
入量。为保证需要的加工公差,考虑到直径的变化量,前道工序加
工留的余量是很重要的。论上上一工序的精度直接影响到加工后的
尺寸。内径的变化量是随着材质、硬度,滚压量而变化的。开始用
2-3个加工件做实验,取的的加工参数后再连续加工。
'

