'
精驰滚压工具 专业的滚压专家
接受非标定做 提供解决方案!
本工具适合所有旋转类机床,一次滚压加工,即可达到镜面的加工效果!
适合缸体连杆、主轴、轴承档、马达导杆、带台阶表面等产品的滚压加工。



精驰工具给你带来不一样的效果

如何选择工具型号
JC-WY系列外径用镜面滚压工具
系列规格φ6-50mm
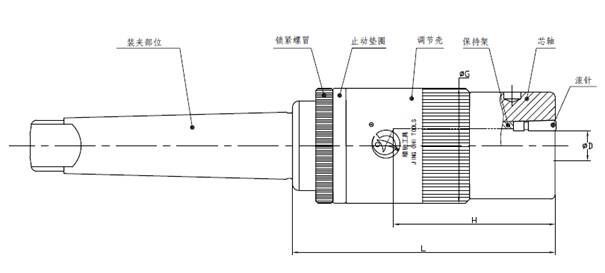
工具型号 | 调节组件型号、
直径及调节范围 | 有效加工长度 | 可选配柄 /L |
ΦD | ΦG | a | H | 直柄 | 锥柄 | L |
φ6-φ10 | WA1/50 | +0.05
-0.25
| 90 | φ12*40
φ16*40
φ20*50 |
MT2
MT3
MT4
| 120 |
φ11-φ19 | WA2/55 | 125 |
φ20-φ28 | WA3/65 | 130 |
φ29-φ50 | _ | 30-50 | 160 |
加工参数表:
工件直径mm | 6.0-19 | 20-29 | 30-50 |
转/分 | 1200-800 | 800-500 | 500-300 |
进给mm/转 | 0.1-0.3 | 0.2-0.4 | 0.3-0.5 |
预留滚压量 | 0.01-0.03 | 0.015-0.035 | 0.02-0.04 |
滚压刀的使用介绍
1,加工部位硬度:被滚压表面硬度不能大于HRC35。
2,加工部位的壁厚:工件必足够的壁厚,一般应超过孔径的20%,若工件壁厚不够,应在减少壁厚前滚压或用夹具来支撑周边。
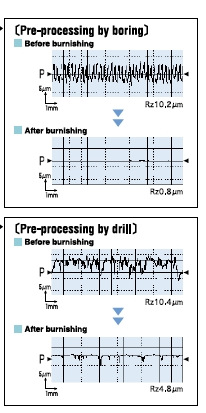
1、粗糙度
1),滚压前加工面
滚压刀加工原理是利用滚柱在金属表面碾压的加工方法,前加工的
表面形状,粗糙度对滚压后的效果有很大的影响。
如图利用车床或镗床,可获得均匀的、有规则的单向凹凸的加工面,
从面使滚压后达到的精密加工效果。
钻孔或铰孔加工,由于局部会产生深的划伤加工痕迹,从面影响滚
压效果。
2),加工后的粗糙度
内孔径预留滚压量后,用超精内径滚压工具一次精压就可以
使内孔表面粗糙度从Ra6.3um左右降低到Ra0.2-0.05um之间
,唯有铸铁在Ra0.4-0.2um之间。
2、尺寸精度
对于滚压加工来说,工件的直径变化仅是滚压加工对零件表面的压
入量。为保证需要的加工公差,考虑到直径的变化量,前道工序加
工留的余量是很重要的。论上上一工序的精度直接影响到加工后的
尺寸。内径的变化量是随着材质、硬度,滚压量而变化的。开始用
2-3个加工件做实验,取的的加工参数后再连续加工。
'

