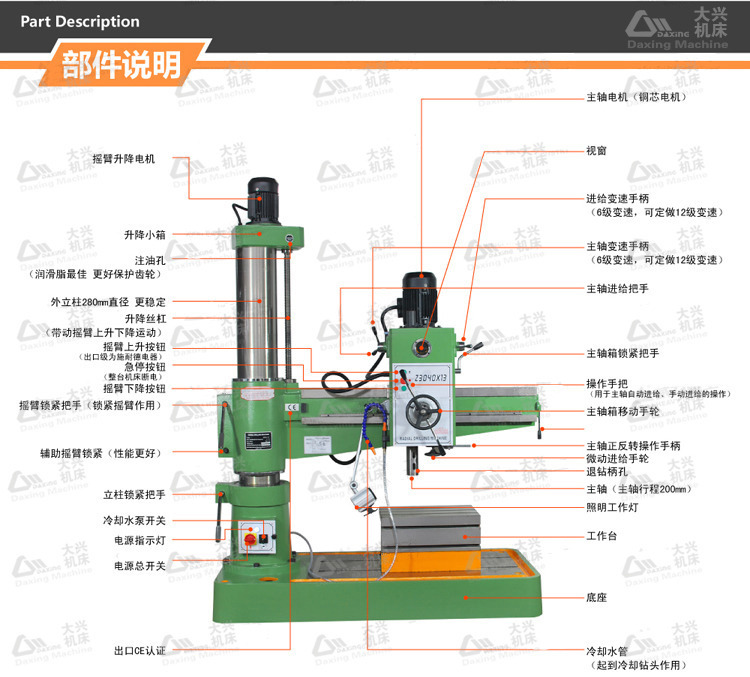
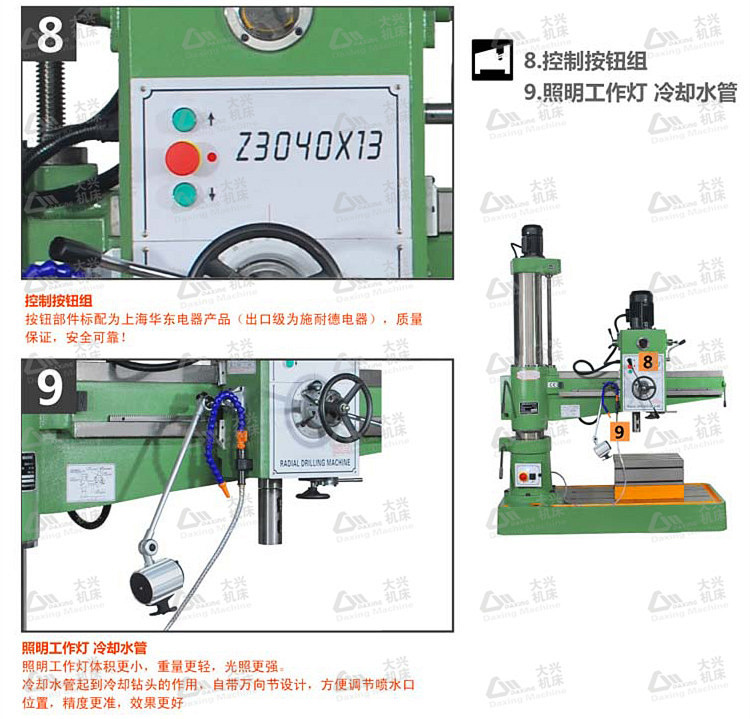
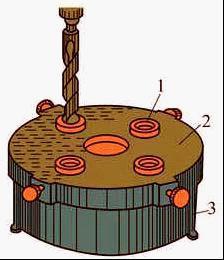
2015新款摇臂钻Z3040×13A现货供应12级变速摇臂钻床

滕州市大兴机床有限公司
中国 枣庄
产品属性
图文详情
品牌推荐
品牌
大兴
型号
z3040×13A摇臂钻床
类型
摇臂钻床
用途
通用
控制形式
人工
精密程度
精密
自动程度
半自动
布局形式
立式
适用行业
通用
轴数量
单轴
作用对象材质
金属
最大钻孔直径
40mm
最大钻孔深度
200mm
工作台面宽度
390mm
工作台面长度
540mm
主电机功率
2.2KW
主轴转速范围
75/130/240/380/660/1200rpm
主轴孔锥度
莫氏4
外形尺寸
1800*810*2300mm
重量
1500kg
主轴进给量级数
3
摇臂长度
1.3米
主轴转速级数
12
主轴转速范围
34/75/100/130/180/240/310/380/520/660/930/1200