单梁桥式起重机加工工艺:
一、 起重机金属结构(桥架的加工)
1、首先对钢板表面通过抛丸机进行除锈处理,一提高油漆的附着力。
2、腹板与上盖板焊接处上拱度,根据起重机的跨度工艺条件先用相
应的二次曲线、四次曲线及二四次迭加曲线,用计算机计算选取点拱高,
制作样板,对腹板进行放样下料。
3、主梁的拼焊有拼焊工装及合理的焊接工艺,通过二人或四人对称
焊接,合理选用电流的大小及焊接速度,减少起重机的焊接变形
4、主梁、端梁、腹板和上、下盖板的对接焊缝,纵向焊缝全部采用
埋弧自动焊,焊后全部进行100%探伤。
5、桥架的对接及门式主梁、端梁的对接采取平台上放样、定位、起吊
翻转,保证了几何尺寸,控制焊接变形。
二、 小车的加工
小车是起重机吊运物品的机构,主要由小车架,运行机构和卷扬机够组
成。小车架的加工是小车制作的关键,它的质量直接影响到小车运行性能和
卷扬机够安装精度,对此我公司对小车端梁与主梁连接面采用组合机床铣削
加工,对小车角形轴承箱调整板刨削调整,各轴承座面采用铣削加工,小车
组队,焊接在平台上进行,采用工装夹具, 保证几何尺寸,控制焊接变形。
三、 大车运行机构加工
大车运行机构的加工,这个部分的关键部位是齿轮联轴器,齿轮联轴器
的加工我们采用Y3150E,Y3180H和Y54A精密滚齿机和精密插齿机加工内、
外齿,齿面采用高频淬火处理,检查采用3101、3603齿轮测量仪进行综合
检测,精度完全可以达到6级以上。运动车轮采用50SiMn合金材料,我们
一专用设备进行热处理,有效地保证了车轮踏面的硬度和淬硬层地深度要求。
各种箱体、箱盖等关键零件的加工,我们采用组合机床进行加工,充分保
证了精度。行走梁与门腿接连在组合机床上铣削加工,满足了起重机高度

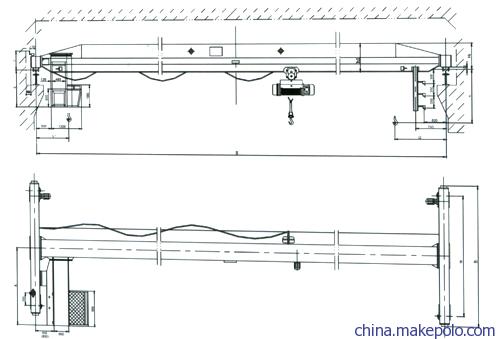
单梁桥式起重机外形图:

售后服务承诺
一、凡由本公司生产销售的各种产品所出现的质量问题,本公司均按规定实行“三包”服务,并由售后服务三包承担此工作。
二、在接到用户产于产品质量的信息(来电、信函或口头通知)后,产即派出有关人员赶赴现场处理解决问题。
三、售后服务人员要认真、周到、彻底处理好有关质量问题,保证用户及时使用,无后顾之忧。
四、在及时解决好售出产品的质量问题的同时,售后服务人员有义务无偿地向用户提供技术咨询、技术培训及解答其它产品相关的问题。
五、凡确属本公司产品质量问题的产品,一切费用均由本公司承担。对因用户方所造成的产品质量问题(或超出质保期的产品质量问题)本公司酌情收费,但不高于总支出的费用(或成本费)。
六、牢固树立用户就是上帝,一切为用户着想的思想,及时、认真、善始善终处理好有关质量问题,讲究信誉,处处维护泰岳产品的形象,做到公司放心,用户满意。