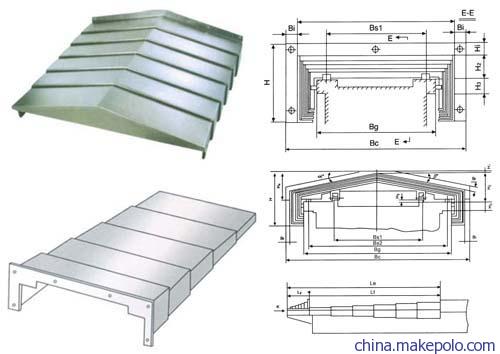
山东宇泽机床附件有限公司专业生产机床防护板,机床导轨防护罩 机床外壳钣金设计制作。机床防护板制作首先确定折弯的先后顺序,折弯一般规律是先内后外,先小后大,先特殊后普通。有要压死边的工件首先将工件折弯到30°—40°,然后用整平模将工件压死。
压铆时,要考虑螺柱的高度选择相同不同的模具,然后TOX机器的压力进行调整,以保证螺柱和工件表面平齐,避免螺柱没压牢或压出超过工件面,造成工件报废。
焊接有亚弧焊,点焊等,点焊首先要考虑工件焊接的位置,在批量生产时考虑做工装保证点焊位置准确。为了焊接牢固,在要焊接的工件上打凸点,可以使凸点在通电焊接前与平板均匀接触,以保证各点加热的一致,同时也可以确定焊接位置, 同样的,要进行焊接,要调好预压时间,保压时间,维持时间,休止时间,保证工件可以点焊牢固。点焊后在工件表面会出现焊疤,要用平磨机进行处理,亚弧焊主要用于两工件较大,又要连接在一起时,或者一个工件的边角处理,达到工件表面的平整,光滑。亚弧焊时产生的热量易使工件变形,焊接后要用打磨机和平磨机进行处理,特别是边角方面较多。
在表面前处理后,进入喷涂工序,在工件要求装配后喷涂时,在工件内部用小纸片封住工件上的孔,用耐高温胶带固定住,以免喷涂时撒到工件内部,在工件外表面能看到的螺母(翻边)孔处用螺钉保护,以免喷涂后工件螺母(翻边)孔处需要回牙。一些批量大的工件还用到工装保护;工件不装配喷涂时,不需要喷涂的区域用耐高温胶带和纸片挡住,一些露在外面的螺母(螺柱)孔用螺钉或耐高温橡胶保护。如工件双面喷涂,用同样方法保护螺母(螺柱)孔;小工件用铅丝或曲别针等物品窜在一起后喷涂;一些工件表面要求高,在喷涂前要进行刮灰处理;一些工件在接地符处用专用耐高温贴纸保护。在进行喷涂时,首先工件挂在流水线上,用气管吹去表面的粘上的灰尘。进入喷涂区喷涂,喷完后顺着流水线进入到烘干区,最后从流水线上取下喷涂好的工件。其中还有手工喷涂和自动喷涂两类,这样采用的工装就不同了。