
一.机床技术规格
1.1 产品名称、型号:6500工业铝型材CNC加工中心,金属型材加工铣床,型号:PZ-CNC65001.2 主要零部件使用品牌及规格序号 | 零部件名称 | 品牌 | 产地 | 型号 |
1 | 控制器系统 | FANUC | 日本 | 0i mate-MD |
2 | 主轴单元 | 罗翌 | 台湾 | 高精密级 |
3 | 三轴轴承 | NSK | 日本 | P4S级 |
4 | 二轴丝杆 | THK | 日本 | C5级 |
5 | 三轴导轨 | THK | 日本 | P级重载型 |
6 | 刀库 | 首轮 | 台湾 | 高效率 |
7 | 气动元件 | SMC | 日本 |
|
8 | 电缆 | 易格斯 | 德国 |
|
9 | 拖链系统 | 易格斯 | 德国 |
|
10 | 电气元件 | 施耐德 | 法国 |
|
11 | 总电源开关 | 三菱 | 日本 |
|
12 | 主轴打刀缸 | 尚品 | 台湾 |
|
13 | 机床结构铸铁 | 普拉迪 | 中国 |
|
注:遇到供货不足时,会选用其他品牌的产品替代,但质量和等级不会有任何差异。 | ||||
项目 | 单位 | PZ-CNC6500 | ||||
行程 | 行程X(主轴左右移动) | mm | 6500 | |||
行程Y(主轴前后移动) | mm | 450 | ||||
行程Z(主轴上下移动) | mm | 330 | ||||
主轴鼻端到夹具面距离 | mm | 210 | ||||
主轴中心到立柱导轨面距离 | mm | 510 | ||||
一代夹具 | 台面尺寸(长×宽) | mm | 700×82 | |||
单个最大荷重 | kg | 200 | ||||
T型槽尺寸 | mm | 18 | ||||
主轴 | 主轴转速 | rpm | 12000 | |||
前轴承 |
| FAG HS7012CX2 | ||||
后轴承 |
| FAG HS7012CX2 | ||||
润滑方式 |
| 油脂 | ||||
传动方式 |
| 直接式 | ||||
拉刀力 | kgf | 300±50 | ||||
拉刀方式 |
| BT30四瓣爪 | ||||
主轴平衡等级 |
| G1(ISO1940) | ||||
安装方式 |
| 立式 | ||||
主轴锥孔 |
| 7/24 BT30 | ||||
最大扭矩 | N.m | 240 | ||||
进给 | 三轴 |
| X | Y | Z | |
快移速度 | m/min | 60 | 36 | 36 | ||
最大进给速度 | m/min | 60 | 36 | 36 | ||
切削进给 | mm/min | 1~15000 | 1~15000 | 1~15000 | ||
定位精度 | mm | ±0.01/300 | ±0.01/300 | ±0.01/300 | ||
重复定位精度 | mm | ±0.01/300 | ±0.01/300 | ±0.01/300 | ||
三轴传动规格 | 三轴伺服马达 | 功率 | kw | 1.8 | 1.8 | 3.0 |
额定输出扭矩 | N.m | 11 | 11 | 20 | ||
最大输出转速 | rpm | 3000 | 3000 | 3000 | ||
主轴伺服马达 | 功率 | KW | 5.5 | |||
额定输出扭矩 | N.m | 26.3 | ||||
最大输出转速 | rpm | 12000 | ||||
刀库 | 刀库形式 |
| 飞碟式 | |||
刀柄规格 |
| BT30 | ||||
刀具数量 | 把 | 12 | ||||
最大刀具直径/长度/重量 | mm | Φ80mm/200mm/5kg | ||||
最大刀具直径(满刀) | mm | Φ80 | ||||
最大刀具直径(相邻刀位无刀具) | mm | Φ150 | ||||
换刀时间(刀对刀) | sec | 50Hz=2 | ||||
ATC电机 | HP | 3/4 | ||||
刀库电机 | HP | 1/4 | ||||
ATC比数 | i | 1:5 | ||||
能源 | 总电源 | V | 380 | |||
变压器规格 | KWA | 25 | ||||
气源 | Mpa | 0.6Mpa-0.9Mpa 200L/min | ||||
润滑 | 丝杆润滑 |
| 自动油脂润滑装置 | |||
导轨润滑 |
| 自动油脂润滑装置 | ||||
冷却 | 油雾冷却系统规格 |
| BPT2-824-4M-3L | |||
切削液箱容量 | L | 3 | ||||
切削冷却 |
| 喷雾式切削冷却系统 | ||||
除屑方式 | 抽屉式 | 接屑盆 | ||||
护罩设备 | 机床防护 |
| 敞开式防护钣金罩 | |||
导轨防护 |
| X、Y、Z风琴式导轨防护 | ||||
机床尺寸 | 机床高度(Z轴正极限) | mm | 2600 | |||
机床宽度(Y轴负极限) | mm | 2400(不含操作柜) | ||||
整机长度 | mm | 6700 | ||||
整机重量 | t | 约11 | ||||
机床运行环境要求 | 电源要求 |
| 25kw 3相�1�78�1�75380V ±10% 50/60±1HZ | |||
运行环境温度(24小时内平均温度不高于35℃) | ℃ | 5~40 | ||||
运行环境相对湿度 | % | 30--75 | ||||
*振动强度 |
| 小于0.5G | ||||
远离尘埃多、腐蚀性/有机性气体环境 | ||||||
接地电阻 | 小于10欧姆(单独接地,不串联接地) | |||||
- A. 标准配置
序号 | 名称 | 备注 |
1 | 专用CNC控制器 |
|
2 | 高强度机械主轴 |
|
3 | 可刚性攻牙伺服主轴电机 |
|
4 | X/Y/Z轴高性能伺服电机 |
|
5 | 中央集中自动进给油脂润滑装置 |
|
6 | 整机本体及运动部件均采用HT250铸件 |
|
7 | 敞开式防护钣金罩 |
|
8 | 喷雾式切削冷却系统 |
|
9 | 移动式操作柜 |
|
10 | 分离式手摇轮 |
|
11 | RS232界面 |
|
12 | 局域网端口 |
|
13 | 25KVA变压器 |
|
14 | BT30-12T飞碟式刀库 |
|
15 | 抽屉式接屑 |
|
16 | 三色警示灯 |
|
17 | 机床照明工作灯 |
|
18 | 清洁气枪 |
|
19 | 地基垫块及调整螺丝 |
|
20 | 工具箱 |
|
21 | 8G容量U盘 |
|
22 | 嗦咀ER32-4~20共7个 |
|
23 | BT30-ER32-150L刀柄2个 |
|
24 | 拉钉2个 |
|
25 | BT-30锁刀座1个 |
|
26 | 标准一代夹具6副 |
|
- B. 客户选定的特殊配置
序号 | 选项名称及规格 | 单位 | 数量 | 备注 |
1 | 双机头配置 | 台 | 0 |
|
2 | 光栅尺 | 套 | 0 |
|
3 | 磁栅尺 | 套 | 0 |
|
4 | 安全光幕 | 套 | 0 |
|
5 | 第四轴转台夹具 | 套 | 0 |
|
6 | 角度头 | 个 | 0 |
|
7 | 专用治具 | 套 | 0 |
|
8 | 撞刀保护装置 | 套 | 0 |
|
9 | 工件位置自动检测装置 | 套 | 0 |
|
10 | 标准二代夹具 | 套 | 0 |
|
- C. 标准技术文件
序号 | 名称 | 数量 | 备注 |
1 | 机械精度检测表 | 1 |
|
2 | 维修说明书 | 1 | 发那科系统 |
3 | 用户手册 | 1 | 发那科系统 |
4 | 参数说明书 | 1 | 发那科系统 |
5 | 电控线路图 | 1 |
|
6 | 机床操作说明书 | 1 |
|
7 | 地基图 | 1 |
|
8 | 出厂合格证 | 1 |
|
9 | 装箱单 | 1 |
|
二.设备验收
机床验收分预验收和终验收
2.1预验收在乙方进行。
a) 验收内容:按乙方提供的机床合格证中规定的内容或其他经双方议定之程序进行。
b) 验收标准:按乙方提供的机床合格证中的标准执行。
c) 机器精度验收,我司提供出厂精度证明,或经双方议定之机方式抽验。
d) 客户可到乙方进行机器验收(费用由买方自行负责)。
2.2终验收在甲方进行。
a) 验收内容:按乙方提供的合格证中规定的静精度进行, 其中需要使用平尺和主轴检棒检查的项目不进行检测。验收结束双方签订验收协议。
b) 机床交付甲方后,如果3个月内由于甲方原因未能结束安装调试及终验收工作,则视为甲方终验收合格,机床自动进入质保期,合同按照终验收后的相关条款继续执行。对于未调试机床,质保期内乙方免费提供安装调试一次,调试后不再进行相关验收手续。
c) 机床未经终验收,未经乙方许可,甲方或者直接用户不得擅自使用机床。
三.服务及培训
3.1安装和调试
机床运抵甲方现场后,甲方负责机床的基础、卸车、吊装、开箱、就位等。甲方完成机床就位后,以书面形式通知乙方到甲方现场进行机床的精调水平、调试、静精度检查(检查项目按上面的规定执行)。调试期间的差费及食宿费用由乙方自理。
3.2质量保证期及范围
a) 质量保证期限为自终验收合格之日起12个月。
b) 质量保证期内,乙方向甲方免费提供及时的维修服务和维修所必须的零配件。
c) 经查证由于甲方操作不当或自行拆卸改装等非制造质量原因发生的故障损失以及存放时间过长造成的机床外观或内部的损坏,不在以上保修范围,甲方须支付相关的维修费用。
d) 接到甲方通知,乙方上班时间在4小时内予以答复,其它时间在24小时内予以答复,需派人到甲方现场处理时由设在本区域的乙方公司技术服务中心内技术服务工程师负责,确保及时服务。保修期过后,乙方仍免费提供在线服务和技术指导。以优惠的价格向甲方提供及时的零配件供应。需要派人前往现场维修时按照乙方标准收取相应的差旅费用,工时费用等。
e) 机床到货后,如果甲方未按照合同约定条款按时支付货款(包含尾款),乙方有权停止服务。
3.3培训
合同生效后,乙方免费向甲方提供3人次为期7天的在乙方工厂的培训,差旅费和食宿费用由甲方自行承担。培训前要和乙方进行预约。
培训内容:
a.机床操作、机床保养、常见故障的判断和处理。
b.乙方人员在甲方现场完成机床调试及验收后,向甲方提供为期3天的在甲方现场的培训,培训内容为机床的操作和维护。
四.其他
a) 本协议作为合同附件,经甲、乙、代理方三方签字后与合同同时生效。
b) 本协议一式四份,甲、乙双方各执二份。
c) 未尽事宜双方友好协商解决。
六、运用行业
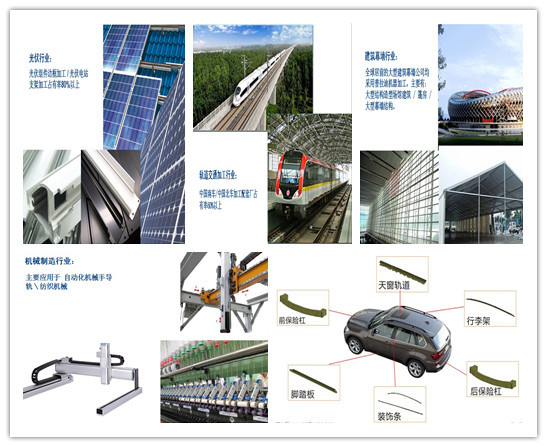

七、公司介绍
中国型材CNC领导者及自动化生产线供应商
普拉迪公司是一家专注自动化智能数控机械研发、制造、销售、服务为一体的国家级高新技术企业。
拥有30000多平方米的大型现代化厂房,配备大型进口高精密加工机械/CNC加工中心/激光干涉仪等先进加工和检测设备。
企业以科技为龙头,抢占全球技术至高点,开发了多种先进的智能数控设备,自动化生产线及配套设备,多项技术填补了国内外空白。
普拉迪与日本从事数控机械行业达30年的静岗 wintech.s 深度战略合作,并在日本成立了普拉迪(日本)株式会社专注于产品研发。

同时普拉迪还在日本\马来西亚\印度尼西亚成立了分公司和办事机构专注市场开发及技术支持
八、公司荣誉

九、部分产品展示

十、国际营销网络

十一、其他图片




'