大型龙门零件加工中心机床防护罩护板折弯时要首先要根据图纸上的尺寸,不锈钢材料厚度确定折弯时用的刀具和刀槽,避免产品与刀具相碰撞引起变形是上模选用的关键(在同一个产品中,可能会用到不同型号的上模),下模的选用根据板材的厚度来确定。其次是确定折弯的先后顺序,折弯一般规律是先内后外,先小后大,先特殊后普通。有要压死边的工件首先将工件折弯到30°-40°,然后用整平模将工件压死。第三、压铆时,要考虑螺柱的高度选择相同不同的模具,然后对压力机的压力进行调整,以保证螺柱和工件表面平齐,避免螺柱没压牢或压出超过工件面,造成工件报废。焊接有氩弧焊,点焊,二氧化碳保护焊,手工电弧焊等,点焊首先要考虑工件焊接的位置,在不锈钢钣金批量生产时考虑做定工装保证点焊位置准确。第四、为了焊接牢固,在要焊接的工件上打凸点,可以使凸点在通电焊接前与平板均匀接触,以保证各点加热的一致,同时也可以确定焊接位置,同样的,要进行焊接,要调好预压时间,保压时间,维持时间,休止时间,保证工件可以点焊牢固。点焊后在工件表面会出现焊疤,要用平磨机进行处理,亚弧焊主要用于两工件较大,又要连接在一起时,或者一个工件的边角处理,达到工件表面的平整,光滑。不锈钢亚弧焊时产生的热量易使工件变形,焊接后要用打磨机和平磨机进行处理,特别是边角方面较多。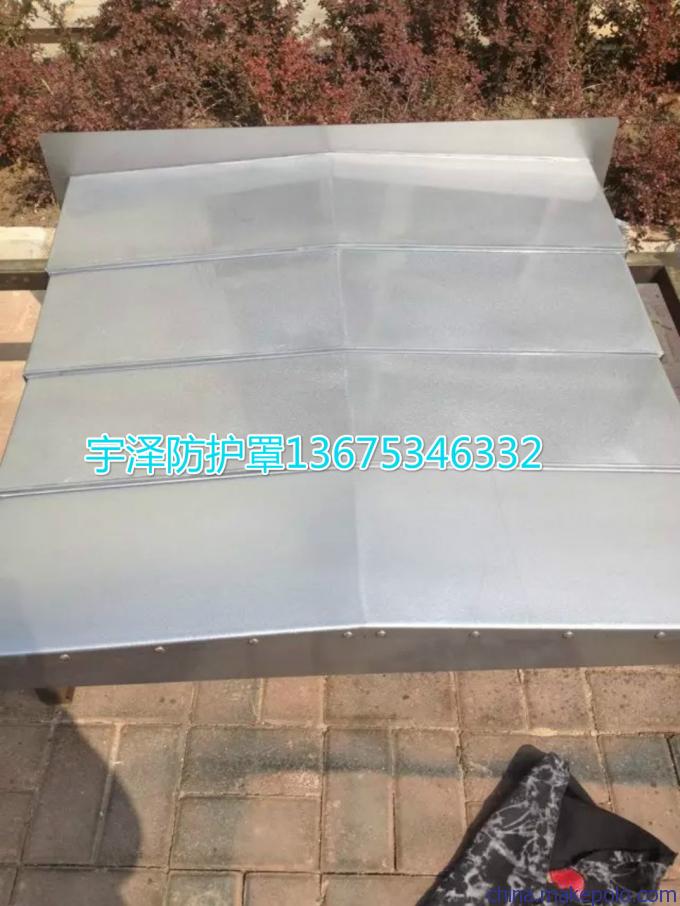
.翻边又叫抽孔,就是在一个较小的基孔上抽成一个稍大的孔,电焊机出租再在抽孔上攻丝.这样做可增加其强度,避免滑牙.一般用于板厚比较薄的钣金加工.当板厚较大时,如2.0、2.5等以上的板厚,我们便可直接攻丝,无须翻边. 5.冲床加工.一般冲床加工的有冲孔切角、冲孔落料、冲凸包、冲撕裂、抽孔等加工方式,以达到加工目的.其加工需要有相应的模具来完成操作.冲凸包的有凸包模,冲撕裂的有撕裂成形模等. 6.压铆.压铆就本厂而言,经常用到的有压铆螺柱、压铆螺母、压铆螺钉等,其压铆方式一般通过冲床或液压压铆机来完成操作,将其铆接到钣金件上. 7.折弯.折弯就是将2D的平板件,折成3D的零件.其加工需要有折床及相应的折弯模具来完成操作.它也有一定的折弯顺序,其原则是对下一刀不产生干涉的先折,会产生干涉的后折. 8.焊接.焊接就是将多个零件组焊在一起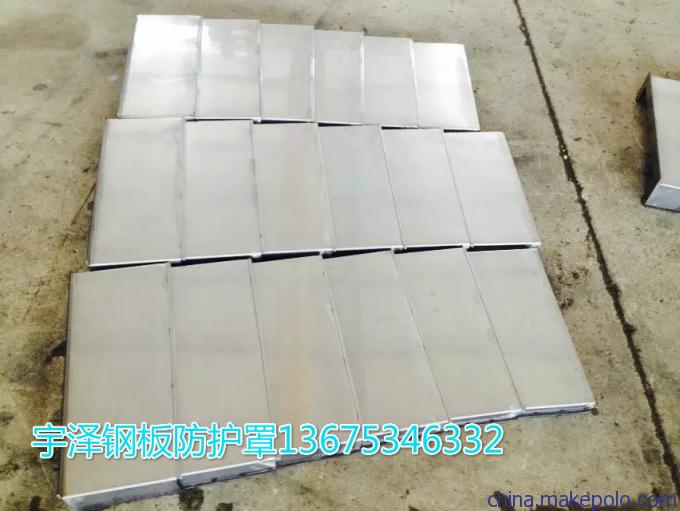

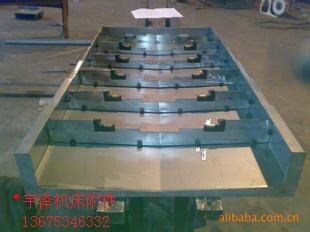
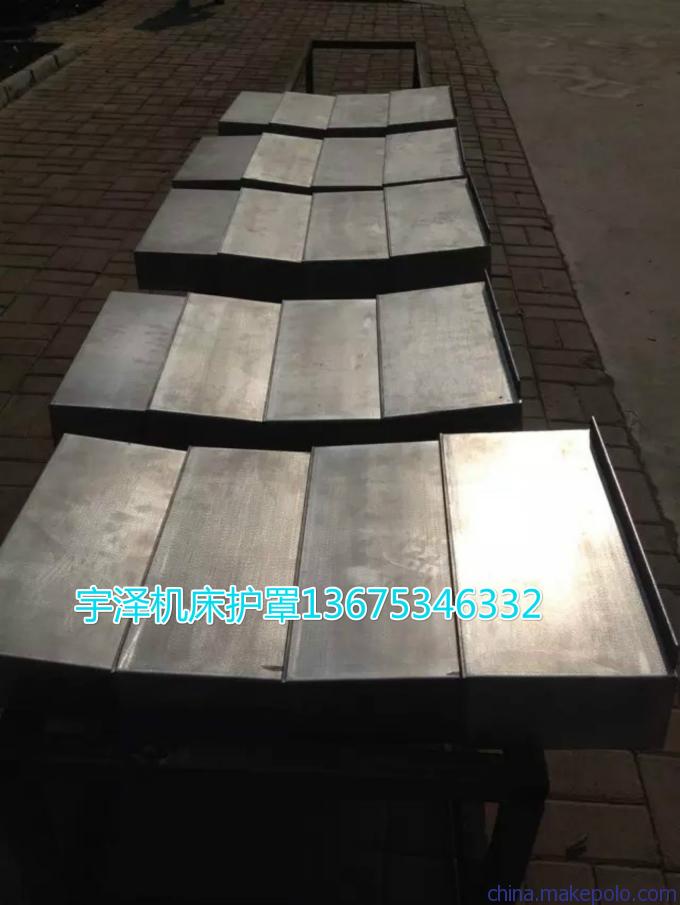
盔甲式机床防护罩
盔甲式不锈钢机床立护罩的每个折层能经受强烈的振动而不变形,同时应用在风箱上,以900℃高温而仍保持原有的状态,他们之间彼此支持,起着阻碍小碎片渗透的作用。
1.按在护罩格上伸缩片。
2.小的空间必要条件。
3.可靠的保护层低御大量的灰尘,砂末,铁屑耐高温。
4.伸缩片是铝合金和不锈钢板制成。
5.没有粘合关系。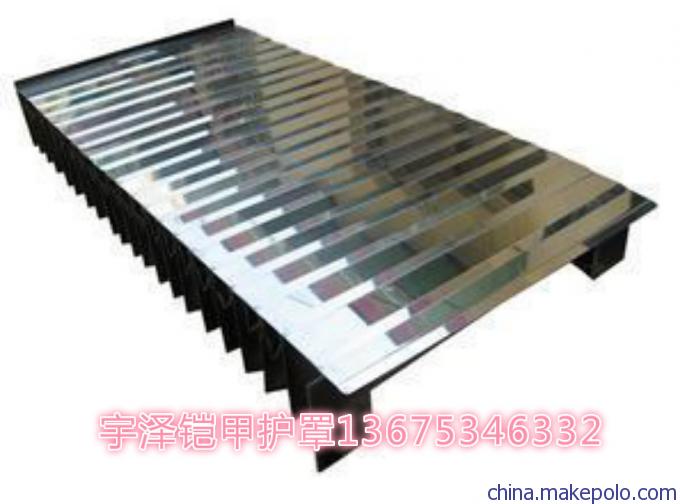
<伸缩式丝杠防护套>
说明:
1.材料:橡胶、尼龙革、人造革、三防布、耐高温增强尼龙布。
2.衬料:PVC衬套
3.本产品有固定和分开两种形式。
圆筒式橡胶丝杠、光杠、工具磨床
★该产品的外部为三防布和耐油橡胶做成,没有沙眼。
★可防尘、防水、防油、防乳剂和化学药品,
★外部面料是三防布,内有坚硬的钢丝圈支撑、能在高温110℃、低温-40℃之间正常工作。
★如需直径和长度,由用户指定。本产品使用范围为120mt/分。

自动伸缩式防护罩
外壳用不锈钢材料制成的自动伸缩式防护带,是由外壳、弹簧轴、和纤维布或钢带等组成。外壳是用不锈钢或冷轨板制成,并经表面防腐处理,内部结构是经过热处理钢带组装而成,此产品的结构严紧,合理、无嗓音,适合空间小、行程大、且运动快的机床设备使用。
铝型材防护帘
原材料为:角钢、铝型材、橡胶条或聚氨酯胶条。厚度为6mm,铆痕连接