输煤皮带胶接胶水SK313

郑州格鲁发橡胶制品有限公司
中国 郑州
产品属性
图文详情
品牌推荐
品牌
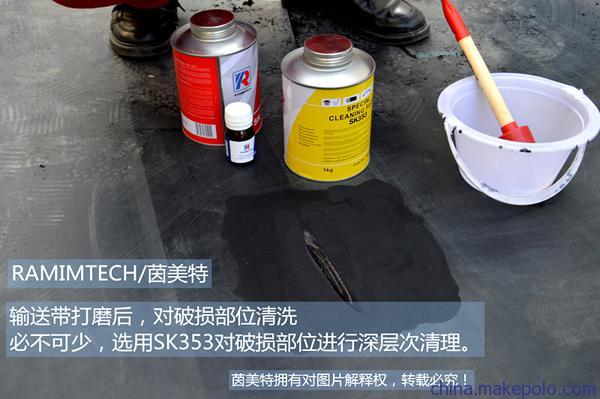
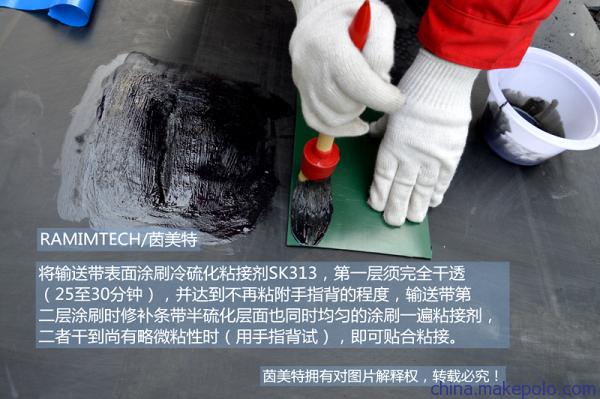
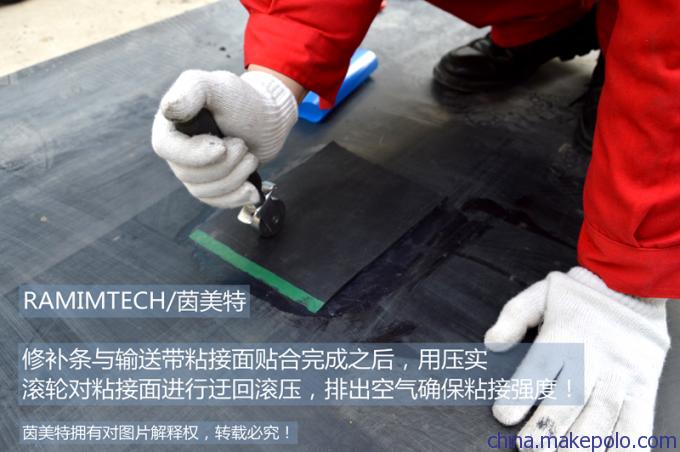
RAMIMTECH茵美特
型号
SK313
产品名称
冷硫化粘接剂SK313
胶粘剂所属类型
结构胶粘剂
硬化/固化方式
多温度区域硬化
主要粘料类型
热固化性热性材料与弹体复合
基材
合成橡胶
物理形态
溶液型
性能特点
安全阻燃 即修即用
用途
输送带修补、滚筒包胶
有效成分含量
99%
生产执行标准
德国DIN
外观
深灰色
使用温度
100℃
固含量
25%
粘度
13000CPS
180°剥离强度
20MPa
剪切强度
22MPa
拉伸强度
24MPa
扭剪强度
24MPa
上胶厚度
0.8-1.25mm
固化时间
2h
固化后硬度
7-7.5HB
老化时间
4h
包装规格
1Kg
储存方法
密封置于阴凉干燥处
保质期
24个月
产地
德国
粘稠度
2500-3000
规格
1kg胶水+40g固化剂
混合比例
100:4