在地铁系统中,钢轨不仅要直接承担车辆的荷重,还要作为牵引供电系统的回流轨,也是信号系统中谐振轨道电路的载体,本项目主要涉及均回流电缆与回流轨焊接引至变电所负极柜,形成一个完整的牵引供电回路。而电缆与钢轨连接的方式目前主要有放热焊接、光焊、栓接等,经查阅资料,放热焊接的主要优点为金属间的复合介面是分子连接,无残留物,结合面不会出现腐蚀现象,无须外加热源,简单,方便,但模具、焊药成本相对较高(需进口);光焊优点为无电极,不接触焊件本体,缺点是设备昂贵、维护成本高;第三种栓接连接方式连接牢固,但易腐蚀,钻孔损伤钢轨,施工时间长。
宁波镇海倍速达石化设备有限公司经过多年摸索和实验,已经成为国内放热焊接技术的领先者,自主研发的焊药和模具堪比世界先进水平,在地铁系统中车辆段回流线焊接不再需要从国外进口焊药、模具大大降低施工成本。
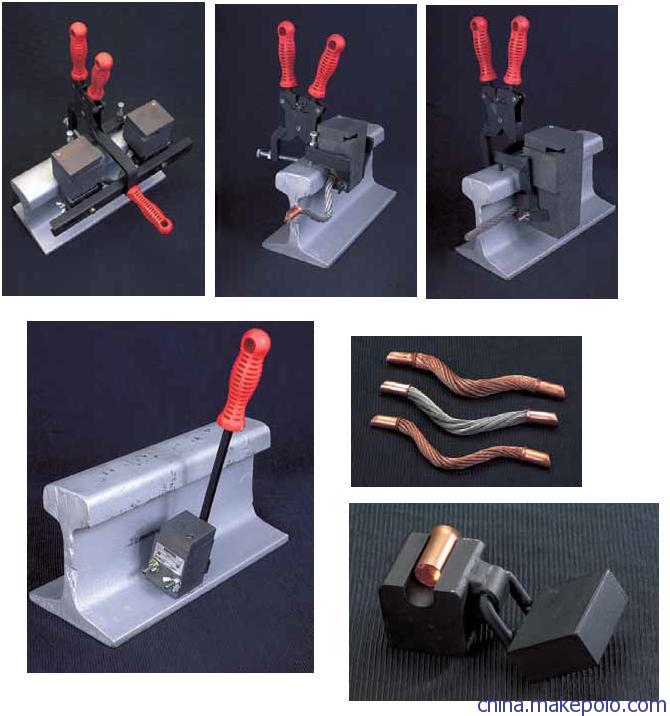
放热焊接(也称热剂焊)就是利用金属氧化物和金属之间的放热反应所产生的过热熔融金属来加热金属而实现结合的方法。
放热焊接创始于19世纪末,当时H.戈德施密特发现铝粉与金属氧化物可由外部热源使之开始放热反应,且一旦反应便可自行持续,这一反应的通式为:
金属氧化物 + 铝(粉)→ 氧化铝 + 金属 + 热能
放热熔焊主要可焊接纯铜、黄铜、青铜、紫铜、铜包钢、纯铁、不锈钢、锻铁、镀锌钢铁、铸铁等。
放热焊接的特点和优点
1. 焊接点的电流截流量和导线相等;
2. 焊接点是永久性的,不会因松动或腐蚀造成高电阻;
3. 焊接点像铜一样,而比铜本身更加坚韧,且不受腐蚀性产物的影响;
4. 焊接点能经受反复多次的大浪涌(故障)电流而不退化;
5. 焊接操作方法简单,容易上手;
6. 设备轻便,携带方便;
7. 焊接时,不需要外接电源或热源;
8. 从外观便能核查焊接的质量;
9. 可用于焊接铜、铜合金、镀铜钢、各种合金钢包括不锈钢及高阻加热热源材料。