一、模具制作:(模具班)
1、按设计图纸要求放样制作刮刀做模胎或泥稿。 2、复核模胎浇铸玻璃钢模具,出模、打磨抛光打腊。 3、检查模具,模具合及格后交生产班组生产。 二、GRC产品生产工艺:(生产班) 1、模具喷脱模剂(专用脱模剂)。
2、制作钢筋、每个GRC产品水方向每隔400mm预埋Ø6㎜安装焊接筋外接L≥40mm.纵向预埋抗热涨冷缩焊接筋Ø5—6mm。(如采用顶爆螺丝固定安装的构件在相应的位置预留满足螺丝安装要求的螺丝孔)
3、调制表面砂浆、喷浆(特殊配方配制)、铺抗碱纤维、安放镀锌钢筋(焊接筋除外),喷(浇)注用低碱水泥、中细砂、配制骨料(大型构件用低碱水泥、中砂、瓜米石配制C25骨料、上振动台振动),收灰打平水、復膜保养,出成品、养护。 4、产品质量指标:
4.1、强度:根据使用部位不同:10-40MPa。
4.2、容量:根据使用部位不同:制品容量为:1200-2100Kg/M3
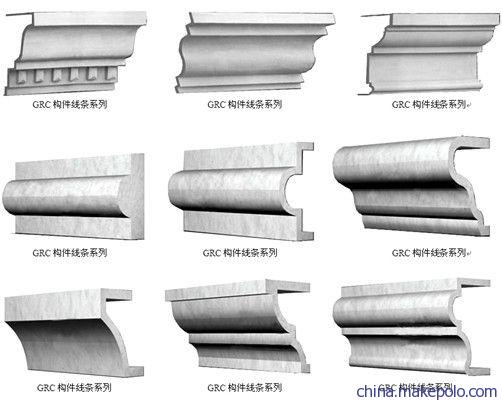
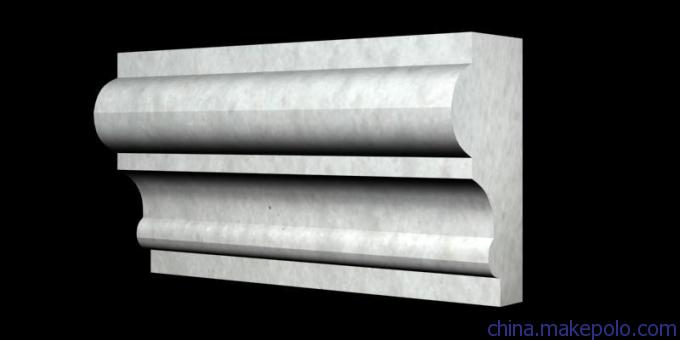
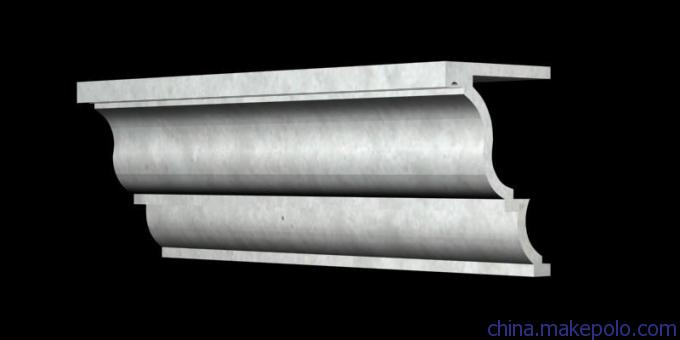
4.3、外观:线条流畅,棱角完整,表面光洁,具有强烈立体感。
4.4、尺寸偏差:<0.5%.5、 原材料:
5.1 GRC构件制品使用的水泥(4.25R低碱度硫铝酸水泥) 执行JC 714标准的要求。
5.2 GRC构件制品使用的抗碱玻璃纤维应执行JC/T841的要求。 5.3 GRC构件制品使用的砂执行GB/T14684要求。
5.4 GRC构件制品使用的预埋安装焊接筋(件)执行GB/T 701及GB 4356的要求。
您对此产品的咨询信息已成功发送给相应的供应商,请注意接听供应商电话。
对不起,您对此产品的咨询信息发送失败,请稍后重新发起咨询。