
二手慢走丝二手夏米尔慢走丝线切割加工的电极丝的选择和调整
1、电极丝的选择
电极丝应具有良好的导电性和抗电蚀性,抗拉强度高、材质均匀。常用电极丝有钼丝、钨丝、黄铜丝和包芯丝等。钨丝抗拉强度高,直径在(0.03~0.1mm)范围内,一般用于各种窄缝的精加工,但价格昂贵。黄铜丝适合于慢速加工,加工表面粗糙度和平直度较好,蚀屑附着少,但抗拉强度差,损耗大,直径在0.1~0.3mm范围内,一般用于慢速单向走丝加工。钼丝抗拉强度高,适于快速走丝加工,所以我国快速走丝机床大都选用钼丝作电极丝,直径在0.08~0.2mm范围内。
电极丝直径的选择应根据切缝宽窄、工件厚度和拐角尺寸大小来选择。若加工带尖角、窄缝的小型模具宜选用较细的电极丝;若加工大厚度工件或大电流切割时应选较粗的电极丝。电极丝的主要类型、规格如下:
钼丝直径:0.08~0.2mm ;
钨丝直径: 0.03~0.1mm ;
黄铜丝直径:0.1~0.3mm ;
包芯丝直径:0.1~0.3mm 。
2、穿丝孔和电极丝切入位置的选择
穿丝孔是电极丝相对工件运动的起点,同时也是程序执行的起点,一般选在工件上的基准点处。为缩短开始切割时的切入长度,穿丝孔也可选在距离型孔边缘2~5mm处,如图6.8a所示。加工凸模时,为减小变形,电极丝切割时的运动轨迹与边缘的距离应大于5mm,如图6.8b所示。
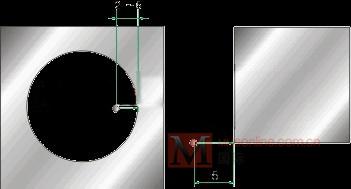
a)凹模 b)凸模
图6.8 切入位置的选择
3、电极丝位置的调整
线切割加工之前,应将电极丝调整到切割的起始坐标位置上,其调整方法有以下几种:
(1)目测法
对于加工要求较低的工件,在确定电极丝与工件基准间的相对位置时,可以直接利用目测或借助2~8倍的放大镜来进行观察。图6.9是利用穿丝处划出的十字基准线,分别沿划线方向观察电极丝与基准线的相对位置,根据两者的偏离情况移动工作台,当电极丝中心分别与纵横方向基准线重合时,工作台纵、横方向上的读数就确定了电极丝中心的位置。
图6.9 目测法调整电极丝位置
(2)火花法
如图6.10所示,移动工作台使工件的基准面逐渐靠近电极丝,在出现火花的瞬时,记下工作台的相应坐标值,再根据放电间隙推算电极丝中心的坐标。此法简单易行,但往往因电极丝靠近基准面时产生的放电间隙,与正常切割条件下的放电间隙不完全相同而产生误差。
图6.10 火花法调整电极丝位置
图6.11 自动找中心
(3)自动找中心
所谓自动找中心,就是让电极丝在工件孔的中心自动定位。此法是根据线电极与工件的短路信号,来确定电极丝的中心位置。数控功能较强的线切割机床常用这种方法。如图6.11所示,首先让线电极在X轴方向移动至与孔壁接触(使用半程移动指令G82),则此时当前点X座标为X1,接着线电极往反方向移动与孔壁接触,此时当前点X座标为X2,然后系统自动计算X方向中点座标X0[X0=(X1+X2)/2],并使线电极到达X方向中点X0;接着在Y轴方向进行上述过程,线电极到达Y方向中点座标Y0[Y0=(Y1+Y2)/2]。这样经过几次重复就可找到孔的中心位置,如图6.11所示。当精度达到所要求的允许值之后,就确定了孔的中心。
奇夏米尔慢走丝CUT20P产品介绍
高精度线性光栅尺 夏米尔慢走丝CUT20P为获得持久的高精度,通过光栅尺的直接测量是真实有效的。该系统可以直接检测滑块的实际移动量,消除由丝杠引起的错误,如:回退、反向间隙、膨胀、和损耗。无需后期校验,精度仍能保持不变。
T型床身结构T-型床身设计使得机床能够装载大型重的工件,紧凑而高刚性的机床结构设计,确保高的定位精度和重复定位精度。
润滑系统 夏米尔慢走丝CUT20P的停机时间由于独特的设计特点——中央润滑系统而降至,机床丝杆、导轨由润滑泵集中润滑,操作方便。
运丝系统由瑞士GF阿奇夏米尔设计,是久经验证的、优化的解决方案。夏米尔慢走丝CUT20P电极丝张力通过高精度的磁滞制动器控制,张力恒定且可编程。丝卷容易接近,更换方便。
强大应用功能 夏米尔慢走丝CUT20P配置了自动穿丝和重穿丝、阶梯型工件加工策略、拐角策略,断电记忆等功能
|
机床 |
|
|
|
尺寸(长x宽x高) |
2500 x 2500 x 2200 |
mm |
|
总重量(不计电介质) |
3000 |
kg |
|
X, Y, Z轴 |
|
|
|
X, Y, Z轴行程 |
350 x 250 x 250 |
mm |
|
U, V轴行程 |
90 x 90 |
mm |
|
锥度/高度 |
± 25°/80 |
mm |
|
加工区域 |
|
|
|
工件尺寸(长x宽x高) |
900 x 680 x 250 |
mm |
|
最大工件重量(不包括边槽) |
400 |
kg |
|
电介质箱容量 |
800 |
l |
|
电极丝 |
|
|
|
电极丝的直径(标准) |
0.30 - 0.15 |
mm |
|
加工质量 |
|
|
|
最佳表面粗糙度(标准) |
<0.25 |
µm350 |





