天泰 TNM- 10 镍合金焊条 ENiCrMo-3 镍基焊条 镍铬钼-3

上海左飒塔国际贸易有限公司
中国 上海
产品属性
图文详情
品牌推荐
品牌
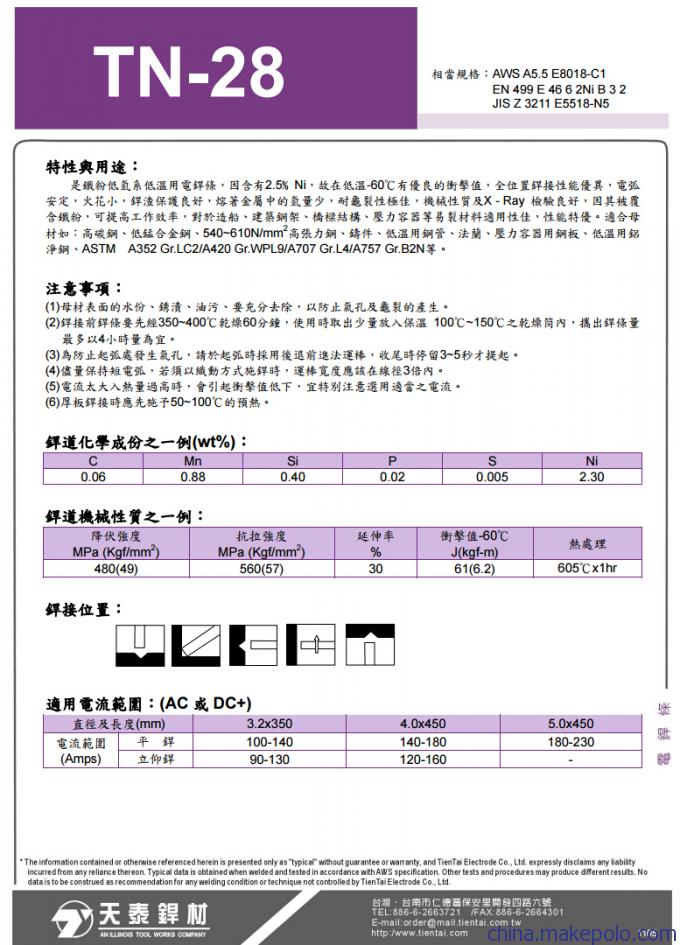
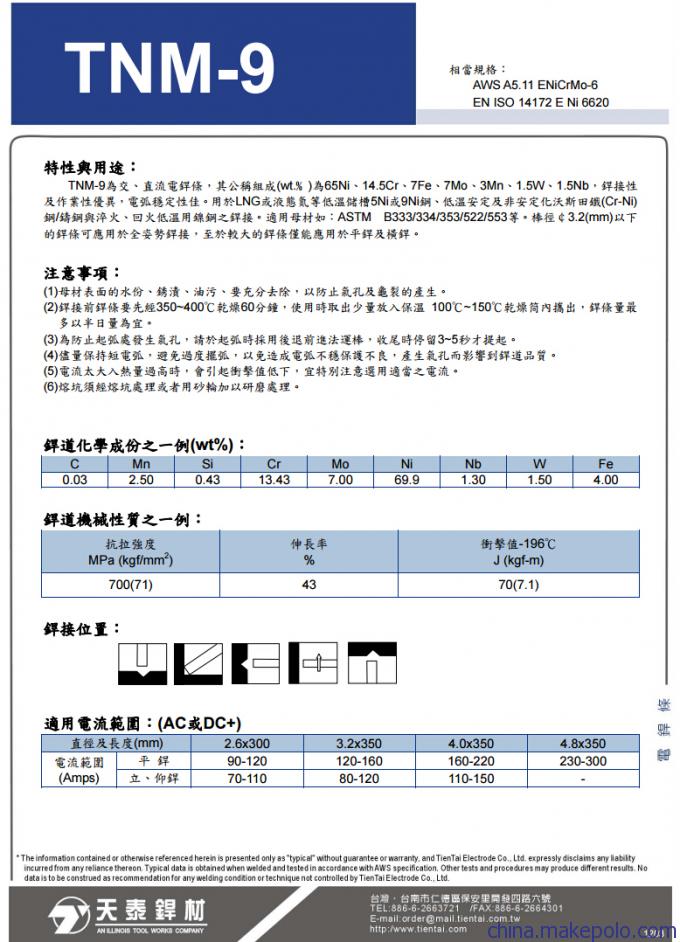
天泰
型号
TNC-70B 镍基焊条 ENiCrFe-2
牌号
TNC-70B 镍基焊条 ENiCrFe-2
类型
镍及镍合金焊条
材质
铸铁
药皮成分
不定型
酸碱性
碱性焊条
性能
立向下焊条
加工定制
否
焊条直径
2.5 3.2 4.0 5.0mm
焊芯直径
2.5 3.2 4.0 5.0mm
长度
350mm
焊接电流幅度
正常A
焊缝金属抗拉强度
正常N/mm2
硬度HRC
正常
工作温度
正常
适用范围
铸铁焊接
产地
上海
重量
正常g
2.5
天泰焊材
3.2
天泰焊材
4.0
天泰焊材
5.0
天泰焊材
免费解答任何焊接问题
18321122559