浮动铰刀柄 精密铰孔机床夹头浮动刀柄 ER夹头精准铰孔
全球创新型 — 超精密浮动夹座铰孔 浮动铰刀柄
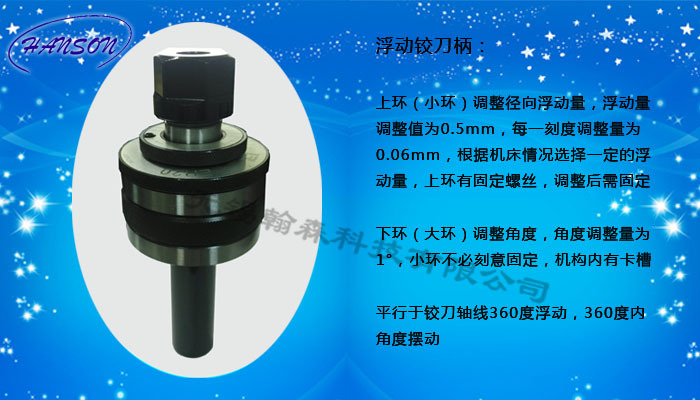
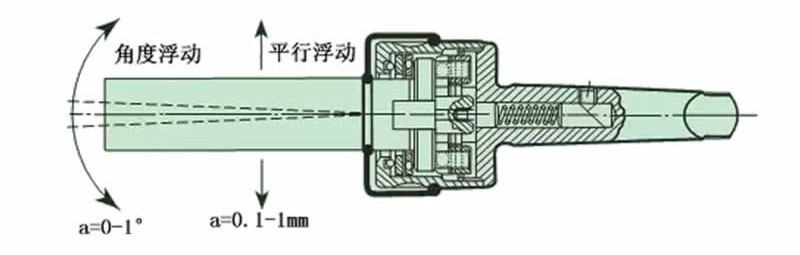
浮动铰刀柄(floating toolholder ),一种用于镗铣床、数控加工中心机床或车铣复合中心机床上的浮动铰刀刀柄。 浮动铰刀刀柄采用一种特殊设计的机构,使得刀柄可以在平行于轴向内浮动或在垂直空间内角度浮动(见图二)以补偿因机床热变形、工件安装、铰刀等在水平轴向或在垂直空间内的误差。浮动铰刀刀柄主要应用于需要高精密铰孔加工场合。
大量的高精度、高表面质量的孔加工需求使得铰刀加工量大大增加。 铰刀的制造商们也在不断努力提高他们的产品质量和精度以满足这些特定的需求。 尽管机床的精度不断提高,但机床的主轴和待铰的孔,要使他们达到很高的同心度仍然是个棘手的问题。 导致这个问题的一个最重要也是最难解决的原因是机床轴承的发热导致主轴的同心度偏差。 正如您所知, 要取得孔和机床主轴的高精度的同心度,就要是铰刀很完美的伸进孔中并且保证不受任何径向力。浮动铰刀柄真是为达到此目的设计。
同时浮动铰刀柄可以补偿工件安装、铰刀等在水平轴向或在垂直空间内的误差。


全球创新型 — 超精密浮动夹座铰孔 浮动铰刀柄加工特点:
超精密铰刀浮动夹座采用钢珠平面移动结构,使被夹持铰刀绕机床主轴中心垂直平面360度设定的浮动量内任意坐标点无阻力轻松移动、有效弥补主轴旋转时产生的径向跳动。
1、使被夹持铰刀自动找正被加工零件孔中心,自动调节主轴、铰刀中心线与被加工零件的中心线的平行。
2、机床主轴连接浮动夹座,将力矩柔性地传递给旋转的铰刀;
a、铰刀在整个铰削过程中柔性平稳且均匀地铰削加工,使被铰孔径圆度、圆柱度达0.002mm,粗糙度达Ra0.2um。
b、主轴和被夹持铰刀中心在设定的浮动量内始终与被加工件孔中心保持重合,铰刀全部刀刃全程均匀切削而无丁点震动,可提高铰刀使用寿命5倍至8倍(合肥力威汽车油泵有限公司总经理网上了解达荣牌超精密铰刀浮动夹座,2013年3月采购1套A20E型,用于加工中心机床,油泵阀体孔加工生产,经6个月使用证明,产品孔径质量达标且稳定、而且铰刀提高使用寿命6倍以上, 10月再采购A20E/BT40型浮动夹座11套)。
c、加工2-300mm深度的孔,同样圆度、圆柱度达0.002mm、粗糙度达Ra0.2um以下,在铰刀不磨损状况下连续铰削几百个孔、几千个孔、至无数个孔径都一样,所有铰削的孔径公差、圆度、圆柱度始终稳定在0.002mm以内,达到超精密的境界。
3、免去珩磨工序、提高生产力,减少固定资产投入。
4、浮动夹座内置浮动、定中心装置;
a、方便被加工零件孔中心调准与铰刀中心。
b、依据机床设备精度可调节恰当的所需的浮动量。
5、免除原来的调换铰刀时的辅助工作,减少非生产工时。
6、减小对机床精度的高要求,普通车床、钻床等都能加工高精度孔的产品。
优质供应、低价批发
无锡翰森科技有限公司
联系人:夏小龙
手机:13861796049
电话:0510-88274200
传真:0510-88274200
Q Q: 3085083877
邮箱:jansonxia_1988@163.com
网址:
地址:无锡金城东路299号






