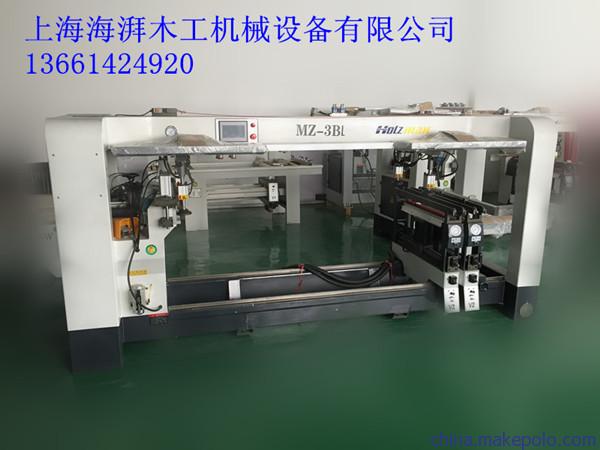
上海海湃单面压刨床的加工特点是被加工平面是加工基准面的相对面。按照加工宽度可以将压刨床分为:窄型压刨,其加工宽度为250-350mm,主要用于小规格的木制品零件的加工;重型压刨其加工宽度为400-700mm,常用于各种木制品生产工艺中;宽型压刨,其加工宽度在800-1200mm,主要用于加工板材或框形零件。特宽型压刨的加工宽度可达1800mm,主要用于大规格板件的表而平整加工。
单面压刨床在工作台上装有两个空转滚筒.在滚筒的上方装有前进给滚筒和后进给滚筒.有些压刨床的上、下滚筒都是驱动滚筒.因此,进给牵引力较大。前进给滚筒是带槽纹的.后进给滚筒因为要和被加工过的工件表面接触.所以做成光滑的.为了使进给滚筒压向工件产生牵引力.采用压紧弹簧.在刀轴前.后有压紧元件.前压紧器一般做成板形的.有时做成可绕轴转动的罩形结构.档板用于防止切屑从上面落到后压紧器和后进给滚筒之间的已加工表面上。否则.刨花会经后进给滚筒在己加工表面上压出压痕.形响加工表面质量。
下滚筒必须适当高出工作台面.以减少工件和台面的摩擦阻力.如果下滚筒高出量大。而工件又有较大的刚度.则被加工过的工件表面就会形成所示形状.而达不到平面精度要求.工件的两头将比中间高出滚筒凸出台面的高度.而较厚端头的长度是两下滚筒距离的一半(s/2).此外.过高的凸出量还会使工件在加工时产生振动,影响加工质量。
切屑落到旋转刀轴和后压紧器之间也会破坏加工表面.旋转切刀带动切屑压向已加工表面.使表面产生压痕。因此.有些机床上安装有挡屑挡板.为了保证良好的加工质量和表面光洁度.还应该正确选定工件进给速度,刀片刃磨质量以及压紧元件的压紧力.使工件在加工过程中处于稳定状态。