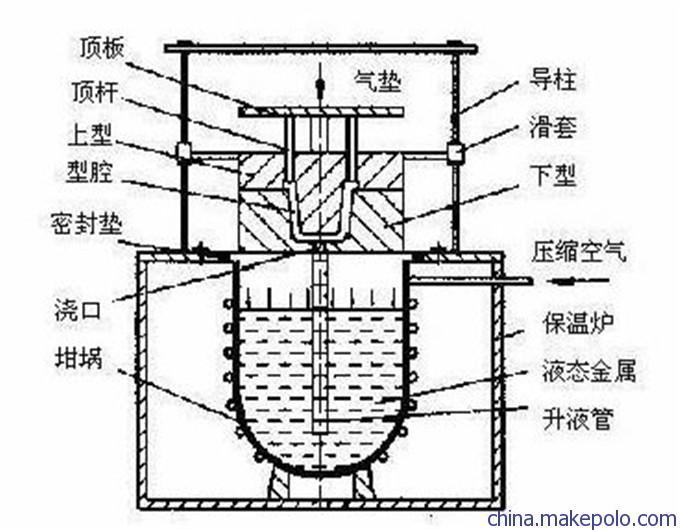
铝合金低压浇铸机销售

象山县石浦皇城机械制造厂
中国 宁波
产品属性
图文详情
品牌推荐
品牌
象山县石浦皇城机械制造厂
型号
多种
分型面位置
铝合金低压浇铸机
连接方式
其他
保温炉密封形式
炉体密封式
合型力
询问商家kN
开型高度
咨询商家mm
静模版尺寸
多种mm
动模版尺寸
多种mm
最大开模高度
询问商家mm
最小合模高度
咨询商家mm
合型力
询问商家KN
开型力
咨询商家KN
动模版行程
固定mm
电压
询问商家V
电机功率
恒定kW
外形尺寸
多样mm
重量
咨询商家kg