
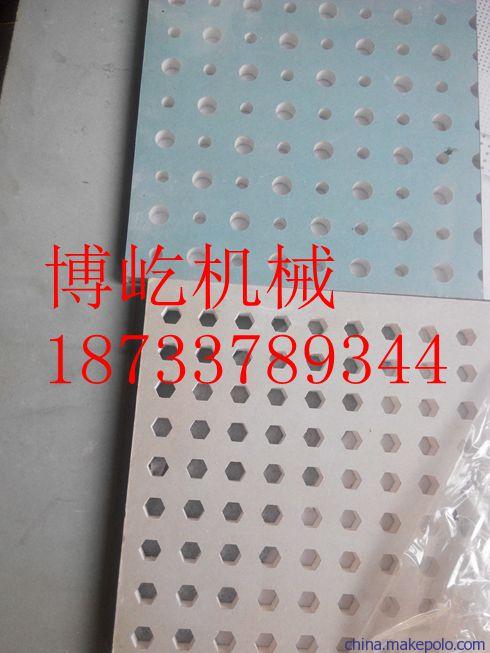
供应天花板冲孔机冲孔模具行业
硅酸钙板冲孔机,硅酸钙板龙门打孔机,硅钙板又称石膏复合板,石膏板冲孔设备、硅酸钙板
密度板、水泥板、玻镁板,吸音板、矿棉板、石棉板、天花板、防风板冲孔设备
详询:187-337-89344,韩经理。河北省泊头市开发区 冲压件所使用的模具称为 冲压模具简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。 冲压件加工所使用的模具一般具有专用性,有时一个复杂零件需要数套模具才能加工成形,且模具制造的精度高,技术要求高,是技术密集形产品。所以,只有在冲压件生产批量较大的情况下,冲压加工的优点才能充分体现,从而获得较好的经济效益的。 如果工件出现过大的毛刺或冲压时产生异常噪音,可能是模具钝化了。检查冲头及下模,当其刃边磨损产生半径约0.10mm的圆弧时,就要刃磨了。 实践表明,经常进行微量的刃磨而不是等到非磨不可时再刃磨,不仅会保持良好的工件质量,减小冲裁力,而且可使模具寿命延长一倍以上。 除了知道模具何时刃磨之外,掌握正确的刃磨方法尤其重要。冲压模具刃磨规程如下: 1)刃磨时,将冲头竖直夹持于平面磨床磁性卡盘的V型槽或夹具内,每次磨削量为0.03~0.05mm,重复磨削直至冲头锋利,最大磨削量一般为0.1~0.3mm。 2)使用烧结氧化铝砂轮,硬度D~J,磨粒大小46~60,最好选适用于高速钢磨削的砂轮。 3)当磨削力大或模具接近砂轮时,加冷却液可防止模具过热而开裂或退火,应按照制造商要求选用优质多用途冷却液。 4)砂轮向下进刀量0.03~0.08mm,横向进给量0.13~0.25mm,横向进给速率2.5~3.8m/min。 5)刃磨后,用油石打磨刃口,去除毛刺,并磨出半径0.03~0.05mm的圆角,可以防止刃口崩裂。 6)冲头去磁处理并喷上润滑油,防止生锈。
冲压模具制造技术提升法
冲压件对模具设计与制造密切相关,其质量水平直接影响了装备制造的实力。冲压模具是技术密集型产品。模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一,在很大程度上决定着产品的质量、效益和新产品的开发能力。

近年来,先进精密冲压模具的总体技术水平提升很快,其模具技术水平、制造精度、使用寿命和制造周期等性能指标方面均有了明显的提升,相当一部分高档优质模具的总体水平已达到或接近国际同类模具水平。据了解,中国冲压模具业的发展使得中国现在的冲压件加工模具生产总量在世界上已经位列前列,中国的冲压模具取代进口模具是必然趋势。
随着冲压模具制造技术的不断提升,我国冲压模具的制造工艺越发的精细,渐渐赶上发达国家,其发展主要呈现出:产品持续向着更加大型、精密、复杂及经济快速的方向发展,技术含量将不断提高,制造周期不断缩短,冲压件加工模具生产将继续朝着信息化、数字化、精细化、高速化和自动化方向发展。
石膏板冲孔机设备特性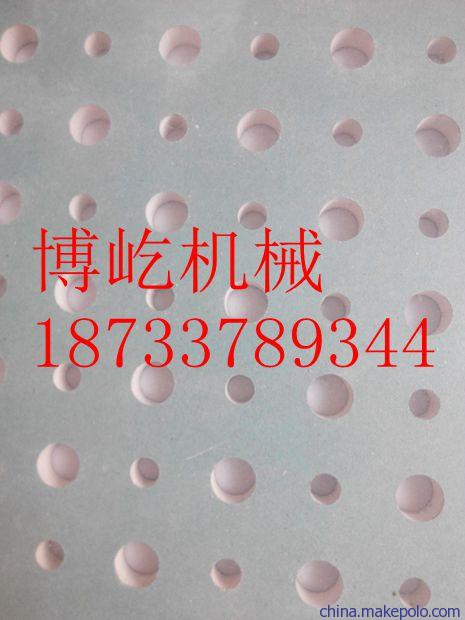
1、可配普通冲床。对于瓶盖、防尘盖、罐盖以及五金等客户,板材不是很厚,工艺允许,可以不需要换深喉冲床,我们有成熟技术免费对普通冲床进行改造,使数控自动冲压更经济、实惠。
2、操作界面简洁明了,简单易学。
3、控制柜系统程序自主研发,可以根据现场工艺要求,随时添加功能。系统程序经过多年实践,特别稳定,保证了冲压过程中的精度和稳定性,也避免了模具的损害。
4、基于节约冲压材料,系统程序设置了多种冲压方式:交叉排列、间隙补偿、不交叉排列、交叉不交叉混排,自动排列、手动排列、间隔冲压、设定时间自动运行等,可以根据现场工艺需要自主选择。
5、对于板材冲压过程中,有些工艺可能会产生边料浪费过大的问题,该程序,可以不需要翻转板材,特制夹具能自动跨域模具,对夹子夹住的边角料,也能冲压出成品,节省了材料。
6、有多种工作台面可以选择,可以根据要求定做。

压模具配件选购时常见要求有哪些?
任何事物的选择都有技巧,模具也一样,为了选择更合适的模具配件需要根据具体的要求进行,其模具配件常见要求主要有以下几点:
1:首先要查看说明书,是否写有安装方法及使用技巧:查看是否配送简单明了的安装说明。在适用的情况下,一起包装的产品也应标有哪些保养步骤,例如清洗、润滑、拆卸和替换步骤。
2:产品价格、是否含税以及运费:这些五金模具应该具有市场竞争力的增值空间,必须是真材实料不可以以假乱真。
3:零件的互换性:一段时间后,供应商的零件设计有所变更时,你能够及时更换之前的版本。全球替换性:需确保你在全球市场的任何地方都能找到相同的模具配件替换。
4:产品质量的稳定性:你的供应商必须有相关的质量稳定记录,并且要得到他们生产的任何产品。模具配件的兼容性:确保你所购买的模具配件和模具内的其他任何配件兼容以便于在模具上运作,从而避免产品有批锋或无法试模。
5:产品的范围和材料来源以及非标配件的有效性:核对额外的模具零配件,确保在需求不同的材料或尺寸时能很轻易地找到它们进行替换。
6:要注意是否是通过认证的,产品工要通过iso认证,这确保了模具配件在整个订购和组装过程中的质量稳定性
详询:187-337-89344,韩经理。河北省泊头市开发区
针对冲孔模具如何保养一事,现向大家作以下讲解:
一是要做好日常维护,表面清洁,机体上无杂物。以上项目都要常常检查和维护,努力做好以上保养,冲孔机就能延长寿命。
二气动部门夹紧和分离是否灵活,气动效果是否吸拉自如。常常检查一下气嘴是否漏气等。
三冲孔是否达到设计目标,模具是否老口等。
四是电机在开机时常常观察是不是移位或者有异样的响声。
冲压模的工作过程:
五金冲孔模具,其工作原理如下,直接或问接固定在上模上的组成模具的上模, 它通过模柄与冲床滑块相联结。固定在下模上的零组成了模具的下模,并利用压板固 定在冲床的工作台上。上模与下模通过导、导导向。工作时,条料靠着挡料送进定位, 当上模随滑块下降时,卸料先压住板料,接着凸冲落凹上面的材料获得工件。这时工 件卡在凸模与顶块之闻,废料也紧紧箍在凸模上。在上模回升时,工件由顶块靠顶板 借弹簧的弹力从凹模洞口中顶出;同时箍在凸模上的废料,由卸料板靠弹簧的弹力卸 掉,再取走工件,至此完成整个落料过程。再将条料送进一个步距,进行下一次冲裁 落料过程,如此往复进行。
二、冲压模具的分类:
1、敞开模:结构简单,尺寸小、重量轻、制造易、成本低、但寿命低、精度差、
适于精度要求不高,开头简单,小批量或试制的冲裁件。
2、导板式:精度比敞开模高,适于开头简单,工件尺寸不大的冲裁件。要求压 力机行程不大于导板厚度。
3、导柱式:导柱导向保证冲裁间隙均匀,冲裁件的工件尺寸精度高,模具使用 寿命长,安装方便,适于大批量生产。
4、连续模:条料要求精确定位,使内孔与外形相互位置精度得到保证。生产率 高,具有一定的冲裁精度,适于大批量生产。
5、复合模:冲压件的内外形相互位置精度高,适合于大批量生产。



