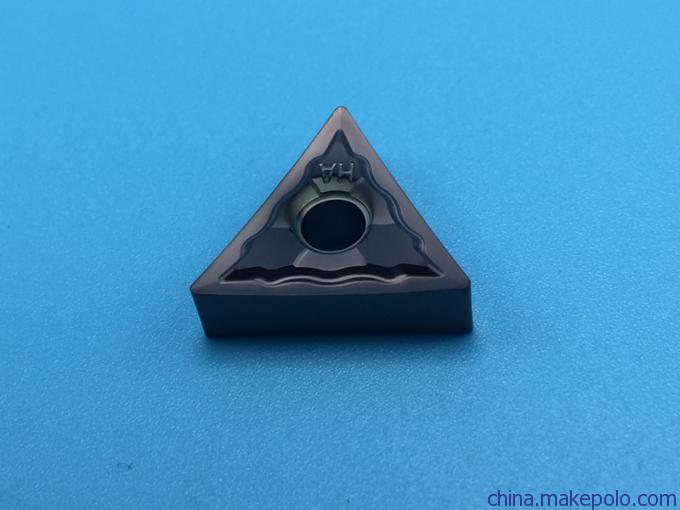
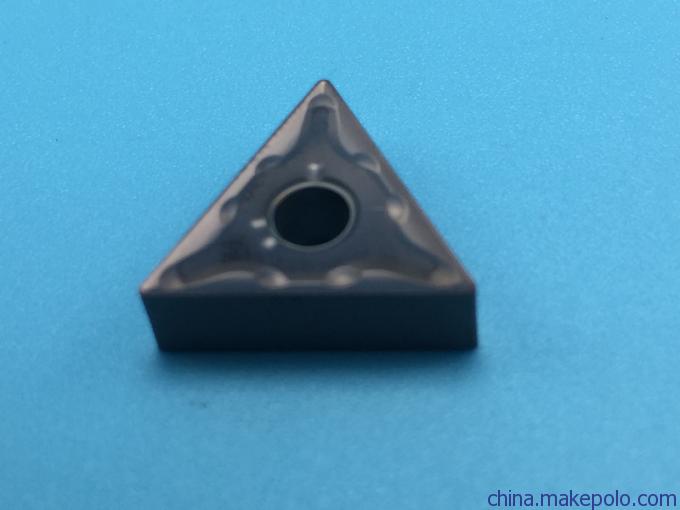
T表示三角型 N表示刀片的后角 M表示刀片公差 16是刀片的边刃长度 04是刀片的厚度 04是刀片的R角
三种规格:TNMG160404 TNMG160408 TNMG160412
卖点:此款TNMG160404 HM1001数控车床外圆车刀片是一款专门加工201 304 水轮叶片等不锈钢车刀片。M级精度,双面断屑槽,钢件切屑断屑范围宽,对小切深加工也有较好的切屑控制。它具有双面性和独特的款式,解决了不锈钢产品粘刀和不耐磨的问题。超细颗粒的良好韧性和先进的紫红色涂层工艺相结合,具有良好的抗粘性和耐磨性,提高了刀片的寿命,减少了刀片的使用量,质优价廉-OYT是您最佳的选择。
库存;2000片
涂层
结构类型:机夹式
适用机床:车床
加工范围:201 304 水轮叶片等不锈钢
标准件
材质:硬质合金
参数:ap 2.0mm(0.50-3.0)
fn 0.25mm/r(0.10-0.5)
Vc 320m/min(260-400)
QQ262765532
电话18358618868





怎样选择数控刀具
(1)生产性质。在这里生产性质指的是零件的批量大小,主要从加工成本上考虑对刀具选择的影响。例如在大量生产时采用特殊刀具,可能是合算的,而在单件或小批量生产时,选择标准刀具更适合一些。
(2)机床类型。完成该工序所用的数控机床对选择的刀具类型(钻、车刀或铣刀)的影响。在能够保证工件系统和刀具系统刚性好的条件下,允许采用高生产率的刀具,例如高速切削车刀和大进给量车刀。
(3)数控加工方案。不同的数控加工方案可以采用不同类型的刀具。例如孔的加工可以用钻及扩孔钻,也可用钻和镗刀来进行加工。
(4)工件的尺寸及外形。工件的尺寸及外形也影响刀具类型和规格的选择,例如特型表面要采用特殊的刀具来加工。
(5)加工表面粗糙度。加工表面粗糙度影响刀具的结构形状和切削用量,例如毛坯粗铣加工时,可采用粗齿铣刀,精铣时最好用细齿铣刀。
(6)加工精度。加工精度影响精加工刀具的类型和结构形状,例如孔的最后加工依据孔的精度可用钻、扩孔钻、铰刀或镗刀来加工。
(7)工件材料。工件材料将决定刀具材料和切削部分几何参数的选择,刀具材料与工件的加工精度、材料硬度等有关。
如果想深入了解我们,请百度搜索台州欧亚特工具有限公司



